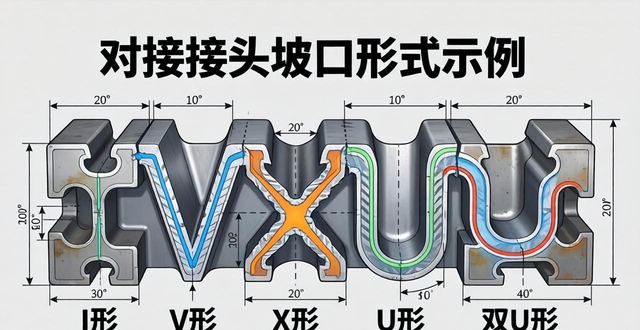


培训所涵盖的内容为,焊接坡口以及焊接变形,还有焊接接头形式以及坡口选用,接头型式与坡口的准备情况。焊接接头的型式方面,接头主要存在对接接头、角接接头、T形接以及搭接等4种。先说对接接头,两焊件的端面以相对平行状态存在着的接头,被称作对接接头。这种接头属于焊接结构里采用数量最多的一种型式。依据坡口形式的差异,能够划分成I形、V形、X形、U形以及双U形等。再说角接接头,两焊件的端面之间形成300-1350夹角的接头,被叫做角接接头。依照坡口型式不一样,划分成不开坡口、单边V形、V形以及K形等4种型式,1.3T形接头是一焊件端面跟另一焊件表面形成复角或者差不多是直角的接头,被称作T形接头,其应用范围在对接接头之后排第二,依据坡口形式不同,分成不开坡口、单边V形、K形以及双U形等4种,1.4搭接接头为两焊件部分重叠构成的接头,叫搭接接头。第一种,依据结构形式以及对于强度要求的不同,划分成不开坡口、圆孔之内塞焊以及长孔内角焊等三种类型;第二种,坡口的准备,其中,坡口的定义及作用,借助设计或者工艺要求,在焊件的待焊部位加工出具备一定几何形状以及尺寸的沟槽,这被称作坡口;其作用包含以下几点,其一,让热源也就是电弧或者火焰能够抵达焊缝根部,以此保证根部焊透;其二,方便操作以及清理焊渣;其三,调整焊缝成型系数,进而获取较好的焊缝成型;其四,调节基本金属与填充金属的比例。2.2 选择坡口有着原则,为了获取高质量的焊接接头,就得挑选适当的坡口型式,坡口的选择,主要是由母材厚度、焊接方法以及工艺要求所决定。选择期间,要留意以下问题:其一,尽量削减填充金属量。其二,坡口形状易于加工。其三,方便焊工操作以及清渣。其四,焊后应力以及变形尽可能小。[][][][][][]3.3焊缝大小的设计,对接焊缝的有效厚度S如下方图示,谢谢!培训内容包括,焊接坡口与焊接变形,焊接接头形式及坡口选用,接头型式与坡口的准备。1、焊接接头的型式,接头主要包含对接、角接、T形接和搭接这4种。1.1对接接头,即两焊件端面相对平行的接头,被称作对接接头,是焊接结构里采用最多的一中型式。将依据坡口形式的不一样,划分成 I 形、V 形、X 形、U 形以及双 U 形等等;1.2 角接接头当中两焊件端面间形成 300-1350 夹角的接头,被称作角接接头。照着坡口型式的不同,区分成不开坡口、单边 V 形、V 形以及 K 形等 4 种型式;1.3T形接头是一焊件端面与另一焊件表面组成复角或者近似直角的接头,叫做 T 形接头。它的应用范围在对接接头之后。依坡口形式的差异,划分成不开坡口、单边V形、K形以及双U形这4种;1.4搭接接头乃是两焊件部分重叠所构成的接头,称作搭接接头。按照结构形式以及对强度要求的不同,分成不开坡口、圆孔内塞焊以及长孔内角焊等3种;2、坡口的准备2.1坡口的定义及作用 依据设计或者工艺要求,于焊件的待焊部位加工成具备一定几何形状与尺寸的沟槽,这就叫坡口。其作用是: (1)让热源(电弧或火焰)能够抵达焊缝根部,确保根部焊透。(2)有利于进行操作以及清理焊渣。(3)对焊缝成型系数予以调整,从而获取较好的焊缝成型状况。(4)对基本金属与填充金属之间的比例加以调节。;2.2选择坡口所遵循的原则 为了能够得到高质量的焊接接头,应当挑选恰当的坡口型式。坡口进行选择时,主要是由母材厚度、焊接方法以及工艺要求来决定的。选择期间,应当留意以下这些问题:(1)尽可能地减少填充金属的用量。(2)坡口的形状易于进行加工。(3)方便焊工开展操作以及清理焊渣?(4)焊后所产生的应力以及变形尽可能地小。对于 V、U、X 型坡口来讲,其比较情况如下,坡口形式不同,比较条件各异,涉及加工方面,焊缝填充金属量不同,焊件翻转情况有别,焊后变形程度不一样。即 V 型坡口较为方便,焊缝填充金属量较多,不需要焊件翻转,但焊后变形较大;U 型坡口相对复杂,焊缝填充金属量少,不需要焊件翻转,焊后变形小;X 型坡口使用起来方便,焊缝填充金属量较少,焊件需要翻转,焊后变形较小。2.3 所说的坡口制备,采取何种方法是依据焊件的尺寸、形状以及加工条件来确定的。具体有以下这些方法:其一为剪边,就是通过剪板机进行剪切加工,这种方法常用于 I 形坡口;其二是刨边,运用刨床或者刨边机来加工,常用于板件加工。(3)第一种加工方式是车削:它通过用车床或者车管机来进行加工,这种加工方式适用于管子的加工。(4)第二种加工方式是切割:它借助氧一乙快火焰进行手工切割,或者利用自动切割机来切割,从而将其加工成I形、V形、X形以及K形的坡口。(5)第三种加工方式是碳弧气刨:它主要是在清理焊根的时候用于开槽,其具备效率较高的特点,不过劳动条件比较差。(6)第四种加工方式是铲削或磨削:它采用手工或者风动、电动工具来进行铲削,或者使用砂轮机(或者角向磨光机)来进行磨削加工,该方式效率较低,大多应用于焊接缺陷返修部位的开槽。坡口加工质量,对焊接的全过程,有着极大的影响,其必须要契合图纸要求,或者符合技术条件规定;关于焊接结构材料的挑选,存在相应的原则:其一,要满足使用的各项要求,选易于焊接的材料;其二,针对高强度结构钢,要尽可能优先进行选择;其三,对于重要的结构,应当选用镇静钢;其四,在异种钢材相互焊接的时候,针对较弱的一方,要采取相应的措施;其五,要多使用锻造、压制以及型材,以此来减少焊缝数量。对于焊接接头的工艺设计,其中包括焊缝的布置,焊缝布置存在一般原则,具体如下:其一,要避开应力最大的地方;其二,焊缝需远离加工面;其三,对称布置能使变形变小;其四,焊缝布置要求分散开来;其五,要把便于操作考虑得周全些;其六,尽量采用平焊方式,这样效率会高些。对于坡口的设计原则,在一开始设计焊缝尺寸大小以及接头形式的时候,首先得确定是工作焊缝还是联系焊缝。所谓工作焊缝,它和被连接的元件是串联关系,它起到承担传递全部载荷的作用,一旦出现断裂情况,结构便会失效,其承受的应力被称作工作应力。连接焊缝,其焊缝跟被连接件呈并联状态,它去传递极小的载荷,主要是起到元件相互联系的那种作用,一旦焊缝断裂,结构不会马上就失效,其应力称作联系应力。3.2坡口的设计,其一,坡口作用,主要是加大熔深,提升焊缝截面的有效厚度。其二,坡口形式,对接焊缝的焊接边缘能够分为卷边、平对,或者加工成V形、X形、K形以及U形等等。方形对接,无间隙适宜于板厚小于3mm,有间隙或者带垫板的对接适宜于厚小于16mm,加工的经济性是最好的。那(3)角焊缝的坡口形式主要存在以下3种 ;对于坡口设计原则而言 ,其一为经济性原则 ,即在满足强度要求这个前提条件之下的情况 ,要去选择合理的接头以及坡口 ,从而减少焊材的填充量 ,进而提高焊接效率 ;其二要考虑坡口加工 ,优先选择便于加工的坡口式样类似V形 、X形 ,然而U形和双U形坡口 ,其加工相对来说存在困难程度 ;其三是要避免焊接缺陷 ,采用不适当的坡口形式容易引发产生焊接缺陷 ,就像这样 ,坡口角度过大 ,就会致使焊接热输入大 ,进而造成工件变形 ,钝边过高 ,那么就不能完全熔透 ,残留下来的钝边就成为了缺陷源。3.3焊缝大小,其设计对接焊缝的有效厚度S呈如下图所示形状,谢谢!










