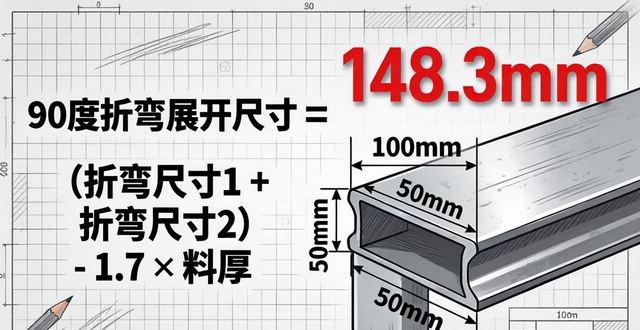

90度折弯展开尺寸
在钣金加工里头,有一项关键技术,那就是钣金折弯展开尺寸的计算。其中,针对90度折弯展开尺寸的计算,在钣金加工这个范畴内,能够运用经验公式,也就是用料厚乘以1.7,借此快速得出展开尺寸。而这个公式把计算过程给简化啦,在实际生产当中被广泛应用。

对于90度折弯系数的经验公式成了:是1.7倍的料厚,它简便又实用。于钣金加工里,90度折弯展开尺寸的计算属于一个重要的环节。为把这一过程予以简化,我们能够采用一个经验公式去进行快速计算:把料厚乘上1.7,便可得到90度折弯的展开尺寸。此经验公式在90度钣金折弯加工当中相当实用。具体而言,就是把直角弯的尺寸减掉1.7倍的料厚,进而得到展开尺寸。举个例子,设想材料是厚度为1mm的铁板,其折弯角度为90度,并且折弯尺寸分别是100以及50,那么展开尺寸的计算方式便是,100加上50再减去1.7倍的料厚,也就是148.3mm。需要留意的是,这个1.7的系数虽说属于经验值,然而在实际运用里,依据不同钣金厂的折弯模具差异,这个数值可能会存在轻微的调整,像是1.6或者1.6倍。但总体而言,这个经验公式依旧是很简便且实用的工具。
非90度与特殊角度折弯展开
自然,有关钣金折弯可不单单是限定于九十度的折弯。于实际的生产进程当中,我们还会碰到并非九十度的折弯情形。那么,针对并非九十度的折弯而言,并没有简易的经验公式能够加以运用,但能够借助中性层的概念去进行计算。自然,这会需要一定的数学基础以及计算能力。
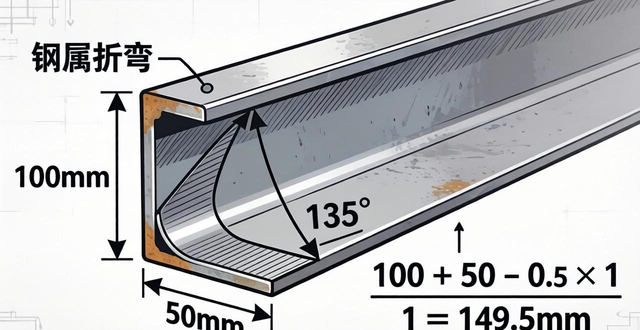
然而,针对有些特殊的角度,像是135度折弯这种情况,我们能够运用一种简化方式去计算折弯系数,其中具体角度若为135度,可以采用简化方法进行计算。详细来讲,当钣金折弯角度呈现为135度的时候,我们能够直接从折弯尺寸里减掉0.5倍的材料厚度从而得出展开尺寸。举例而言,材料是1mm厚的铁板,折弯角度是135度,并且折弯尺寸分别为100和50,那么展开尺寸的计算方式便是:100加上50再减去0.5倍的料厚,也就是149.5mm。需要留意的是,此简化方式仅仅适用于一百三十五度的折弯情形,针对于别的角度的折弯状况而言是不适用的。
另外,于钣金折弯情形里存在着一种特殊状况是要予以考量的,此状况便是钣金褶边或者压死边的处置,这般状况同样得运用特定的计算方式去获取准确无误的展开尺寸。
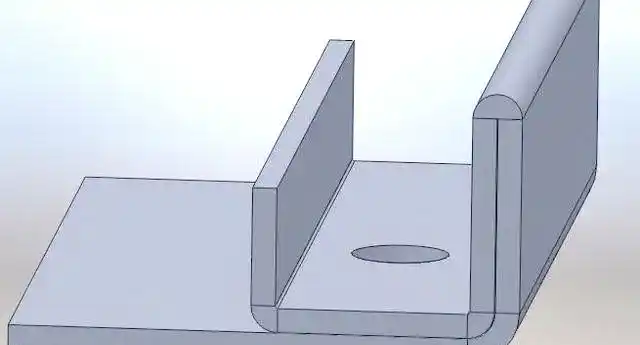
02折弯加工中的特殊情况
压死边折弯展开
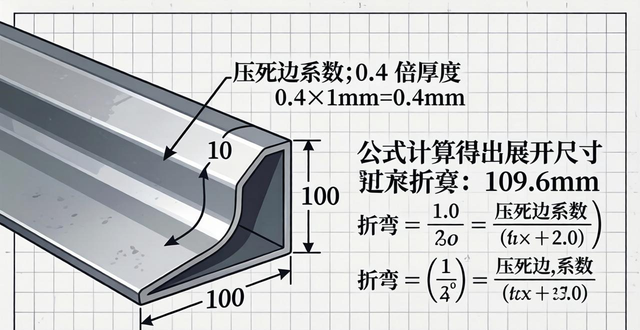
当处于压死边之类特殊情形时,运用特定系数展开计算。于钣金遭遇折弯之际,要是碰到压死边状况,我们能够采用一种专门的计算方式去获取展开尺寸。确切来讲,在这当中折弯系数被认定为钣金厚度的零点四倍。拿一个特定的实例来讲,假定我们所运用的材料是厚度为1mm的铁板,折弯的方式是压死边,并且折弯的尺寸分别是100以及10,那么展开尺寸的计算办法便是怎样的呢:把折弯尺寸加起来之后,接着再减掉0.4倍的材料厚度,也就是100加上10然后减去0.4,从而得到的结果是109.6mm。这样的计算方法仅仅适用于压死边这种情形,对于别的类型的折弯是不适用的。







![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

