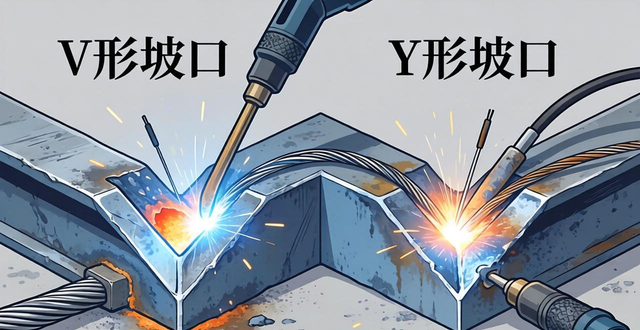
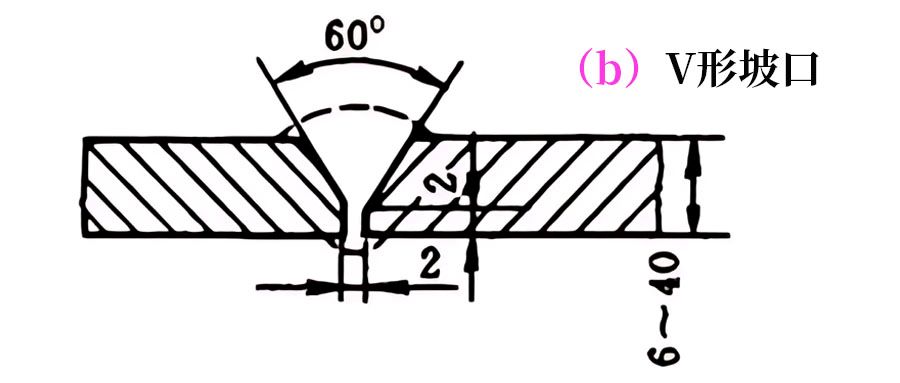


埋弧自动焊的坡口形式与焊条电弧焊基本相同,但由于埋弧焊的特点,应采用()A.较大的坡口角度B.较
埋弧自动焊的坡口形式与焊条电弧焊基本相同,但由于埋弧焊的特点,应采用()A.较大的坡口角度B.较小的坡口角度C.较大的钝边D.较大的间隙请帮忙给出正确答案和分析,谢谢!
钣金工艺二十个注意事项
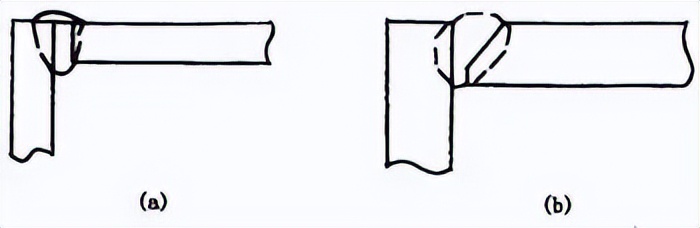
钣金件在设计时需要进行合理工艺分析,避免出现设计缺陷而导致模具报废。没有实操的设计是有短板的,如何避免工艺缺陷呢?折弯工序的禁忌一、折弯圆角半径不宜过大工件弯曲时,除了塑性变形外
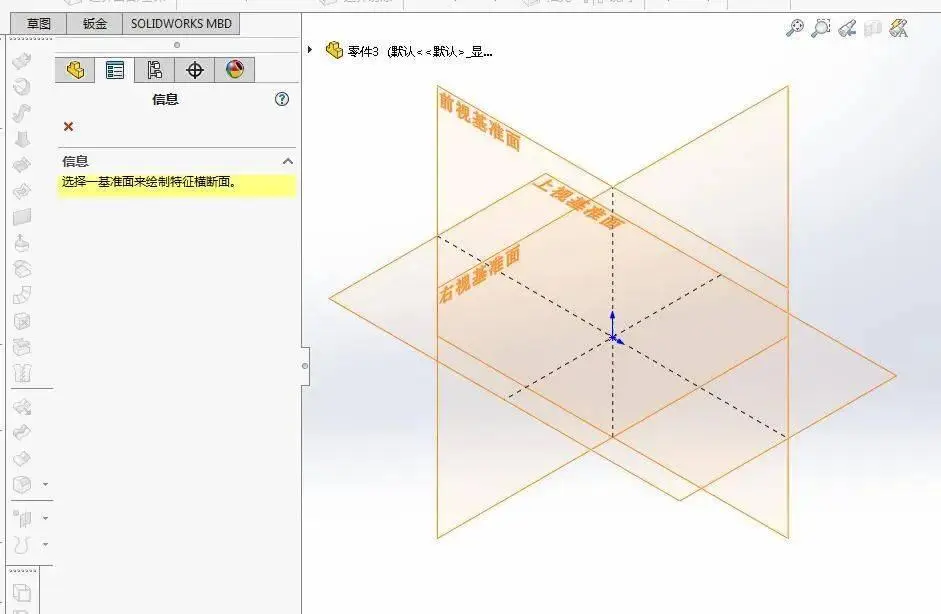
举例讲解SolidWorks制作钣金展开的过程
退出草图后,系统会自动根据截面轮廓去创建【基体法兰】,参数可根据需要进行选择。3.创建其他法兰:此处以【边线法兰】为例,在【钣金选项卡】中选择【边线法兰】