排序

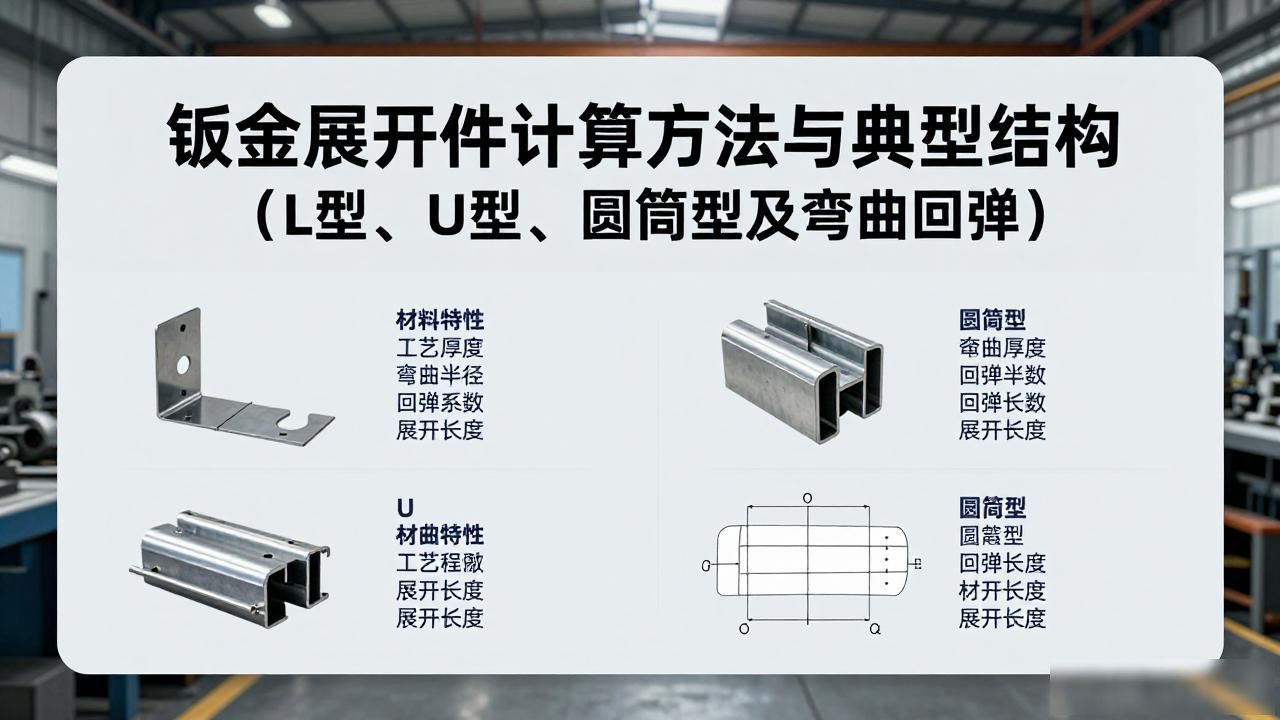
钣金展开件计算方法与典型结构(L型、U型、圆筒型及弯曲回弹)
资源浏览阅读78次。钣金展开件计算是现代机械制造、汽车车身、航空航天结构件、家电外壳以及各类金属薄板制品生产过程中极为关键的基础性工艺计算环节。
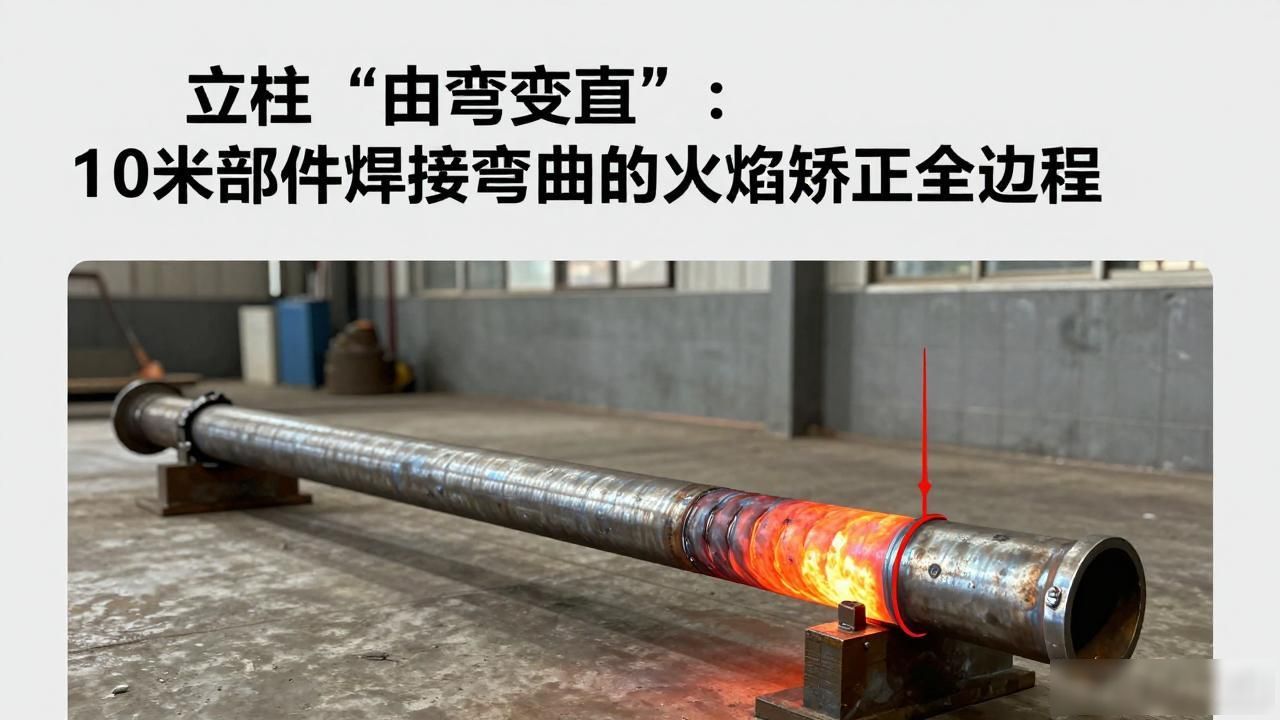
立柱“由弯变直”:10米部件焊接弯曲的火焰矫正全过程
在金属加工中,焊接变形是个躲不开的话题。尤其是细长构件,比如这根长10米、由多块钢板组焊而成的立柱,焊完后一测量,直线度偏差跑到了20多毫米。直接报废太可惜,强行校又容易裂

一文了解焊接接头的选择与坡口设计
焊接结构是由许多部件、元件、零件用焊接方法连接而成的,因此焊接接头的性能质量好坏直接与焊接结构的性能和安全性、可靠性有关。多年来焊接工程界对焊接接头进行了广泛的试验研究
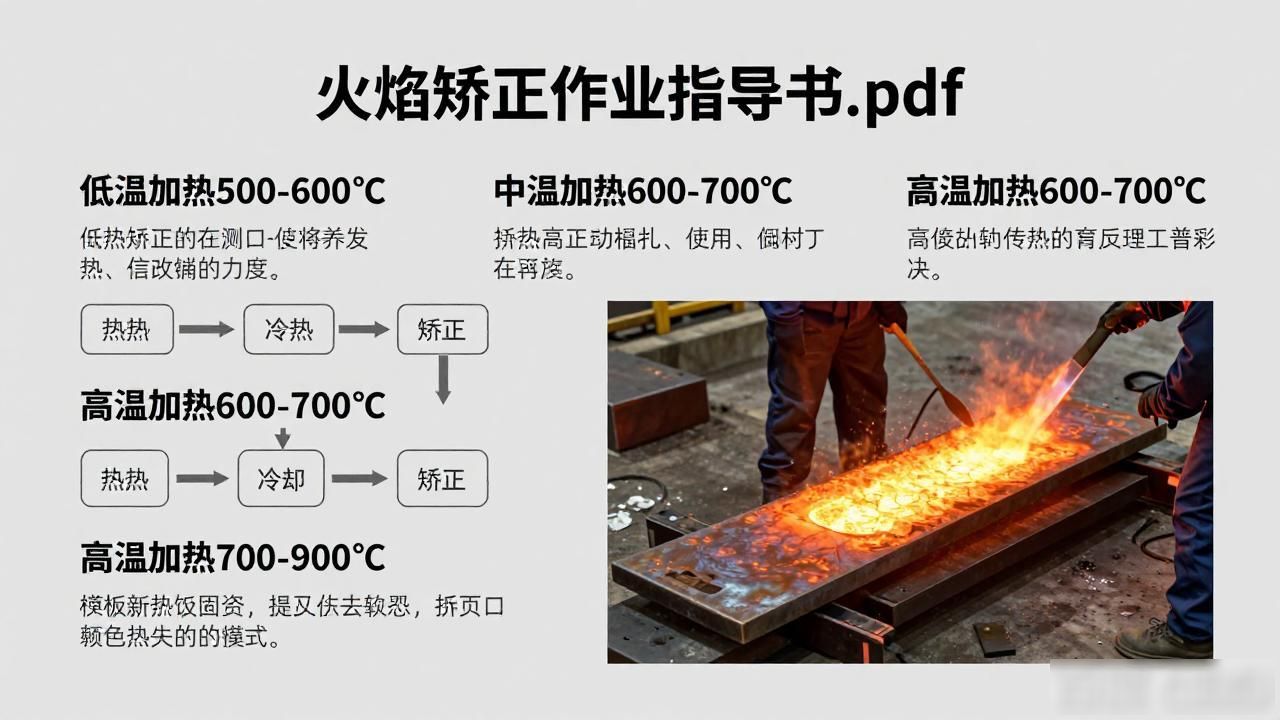
火焰矫正作业指导书.pdf
火焰矫正作业指导书.pdf,火焰矫正作业指导书 1、火焰矫正的基本参数 火焰矫正基本参数主要有:加热温度、氧气与丙烷火焰燃烧比、加热速度、冷却速度和 火焰能率等。 1
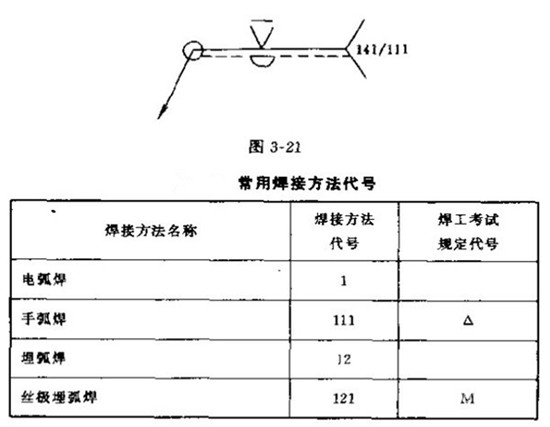

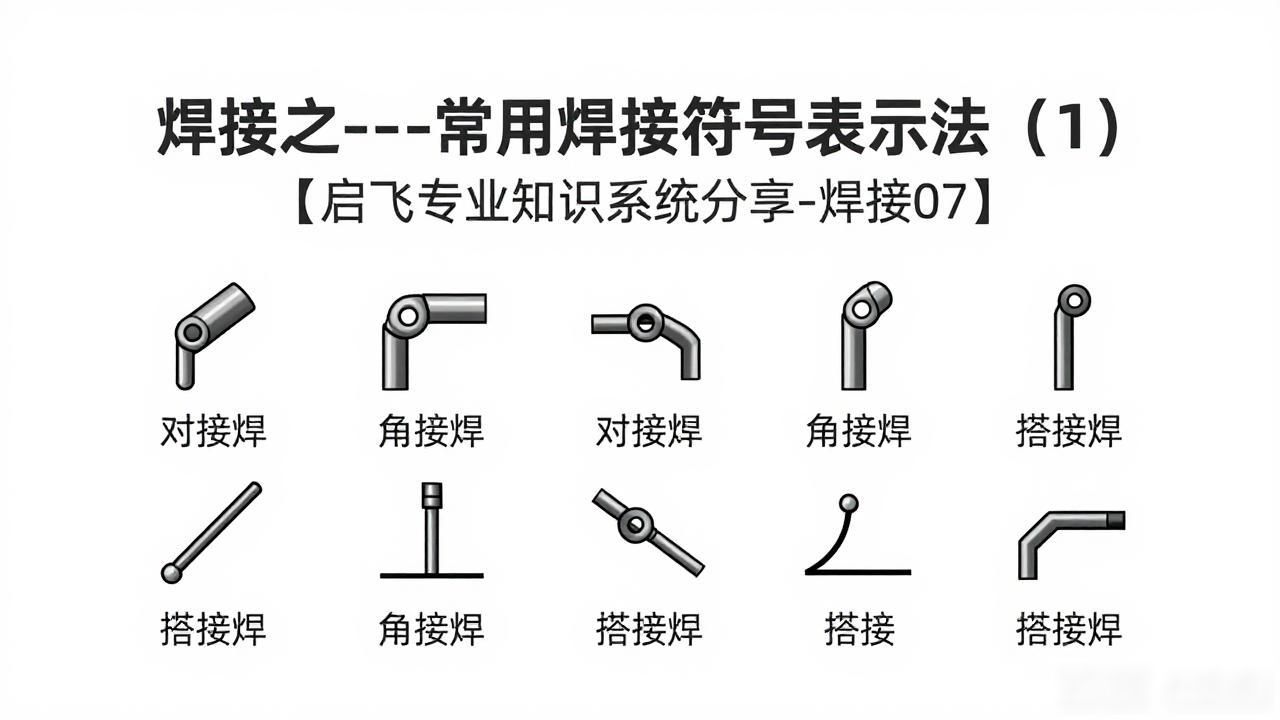
焊接之—-常用焊接符号表示法(1) 【启飞专业知识系统分享-焊接07】
启飞汽车设计培训中心为汽车工程行业培养人才教育,我们的培训课程包含了总布置设计、底盘设计、内外饰设计、车身设计、汽车线束设计
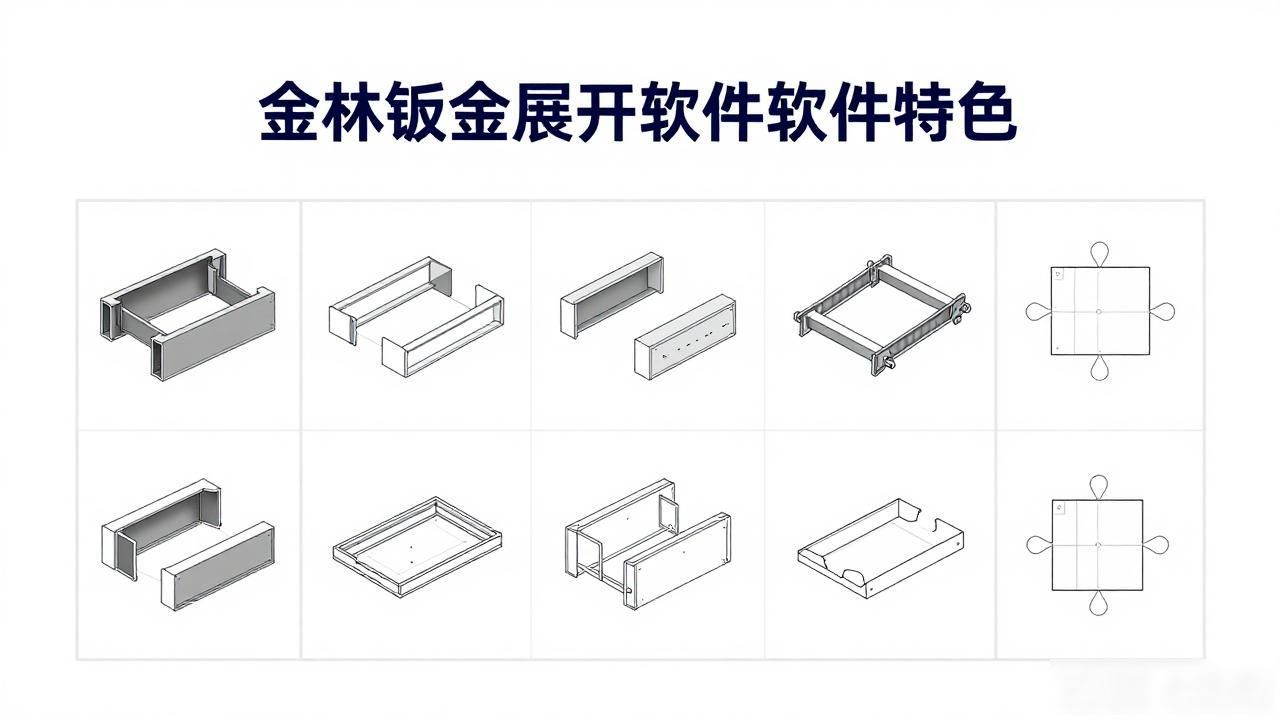
金林钣金展开软件软件特色
金林钣金展开软件是一款专门用于带有注册码的全功能钣金构件图样编辑设计软件,能够对立体图、构件图和展开图进行编辑处理,还可根据用户输入的相关数据自动调整所需的构件图和展开图大小。
