



非标零件加工工艺流程如何确保质量?
非标零件加工是指根据客户提供的图纸或样品,定制化生产非标准化的机械零件。由于其特殊性,非标零件的加工过程往往比标准零件更加复杂,质量控制的要求也更高。为了确保非标零件加工的质量


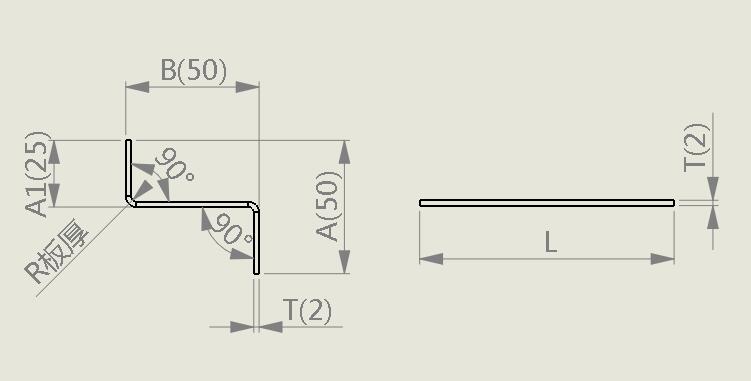
总结的各种钣金折弯展开计算公式真是太全了
T--材料厚度展开长度L=A+T+B-2xP’即L=50+2+50-2×3.4=95.6 展开长度L=A+A+B+T+T-4xP’即L=25+25+100+1.5+1.5-4×2
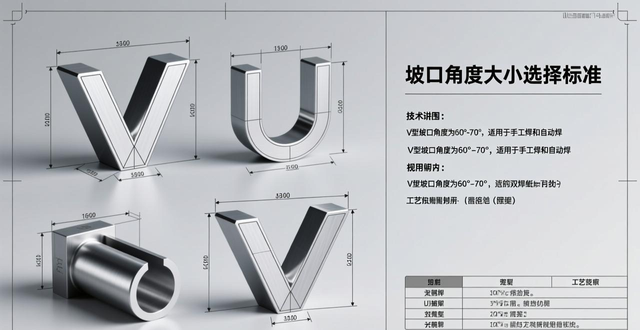
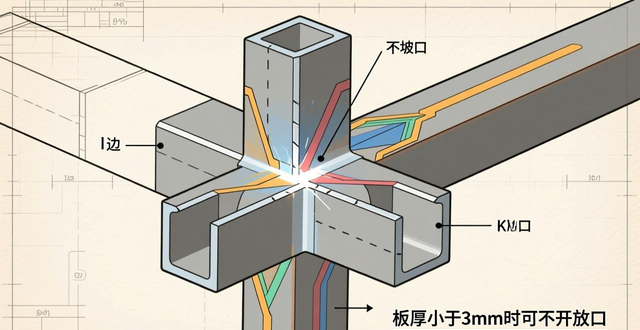
坡口焊接的规范要求,坡口角度大小选择的标准
坡口焊接的规范要求? 坡口焊的准备工作和焊接工艺应满足下方罗列出来的要求: (1) 坡口面应平顺,切口边缘不可以有裂纹、钝边和缺棱。 (2) 坡口的视角可以按照数据选用。
举例讲解SolidWorks制作钣金展开的过程
退出草图后,系统会自动根据截面轮廓去创建【基体法兰】,参数可根据需要进行选择。3.创建其他法兰:此处以【边线法兰】为例,在【钣金选项卡】中选择【边线法兰】
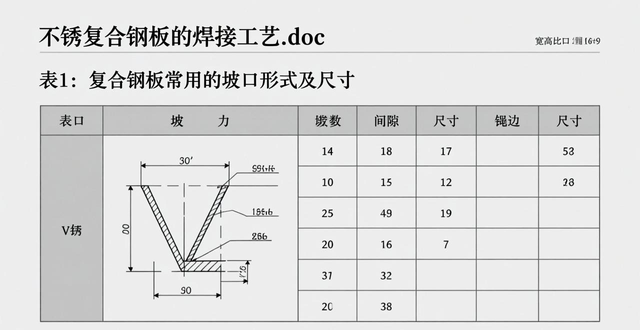
不锈复合钢板的焊接工艺.doc
不锈复合钢板的焊接工艺(1)坡口1) 坡口形式及尺寸复合钢板常采用的坡口形式及尺寸见表1。厚度较小时,采用I形坡口;厚度较大时,可采用V形、U形、X形或V-U结合形坡口。
