
坡口类型共317篇 第27页
排序
焊接技术全解析:焊缝与工艺的深入探讨
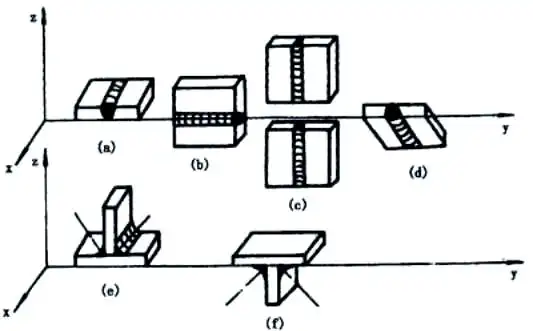
01一、焊接接头与选择在焊接过程中,焊接接头的型式会因焊件厚度、结构和应用场景的不同而有所差异。常见的焊接接头型式包括对接接头、T形接头、角接接头和搭接接头等。对接接头
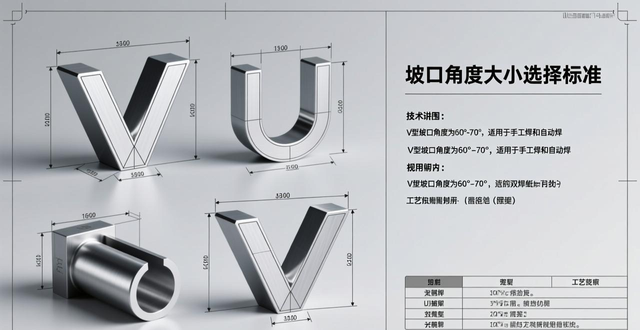
坡口焊接的规范要求,坡口角度大小选择的标准
坡口焊接的规范要求? 坡口焊的准备工作和焊接工艺应满足下方罗列出来的要求: (1) 坡口面应平顺,切口边缘不可以有裂纹、钝边和缺棱。 (2) 坡口的视角可以按照数据选用。


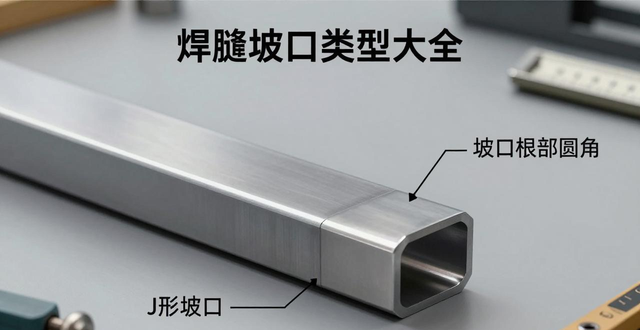
第6章 焊接坡口、焊前清理及气体保护
氩弧焊技术入门与提高(第三版)6.1 焊接坡口第6章焊接坡口、焊前清理及气体保护6.1焊接坡口焊接坡口的设计,一般来说都是在焊接操作的可达性和坡口加工的经济性两者之间选择。



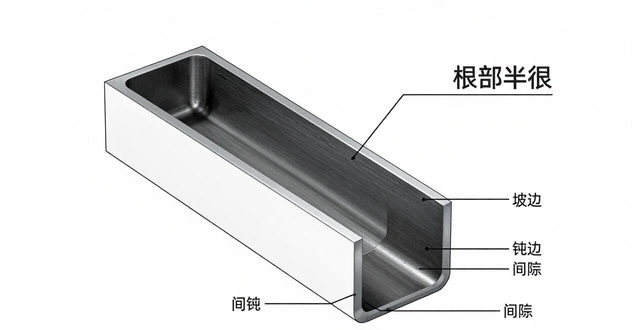
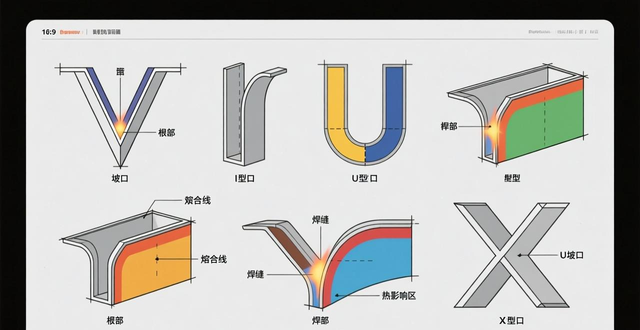
焊接质量的关键:坡口几何及其应用详解
01坡口几何尺寸的重要性在焊接过程中,坡口在保证焊透性、优化金属比例方面起着基础性作用。开坡口的核心目的在于确保焊缝根部的焊透性,使得焊接热源能够深入接头的根部
