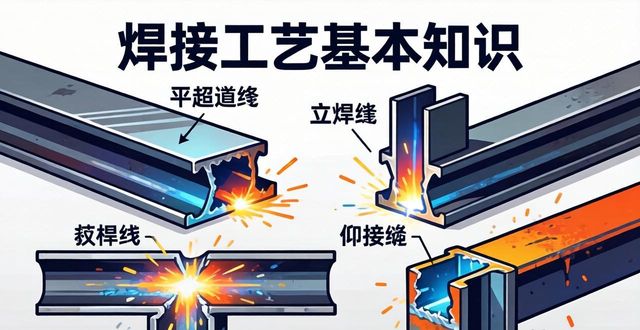
焊接工艺共80篇 第2页
排序

12mm低碳钢V型坡口立对接单面焊
①试件装配: 钝边:修磨钝边0.5—1mm,无毛刺。 焊前清理:清理坡口及坡口正反面两侧各20mm范围 内的油污、锈蚀等。 装配间隙:始端3.2mm,终端4.0mm,修正钝边0.5
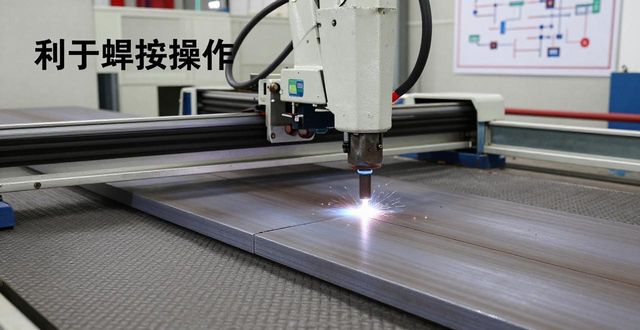


电站锅炉智能化焊接达到什么水平?
卢抗美[2]等研究了弧焊机器人应用于锅炉集箱管座焊接的可行性;李瑞峰等[3]从预防集箱管座焊接变形的角度研究了机器人焊接的最佳路径;哈尔滨工业大学开发了一套用于集箱管座焊接的机器人
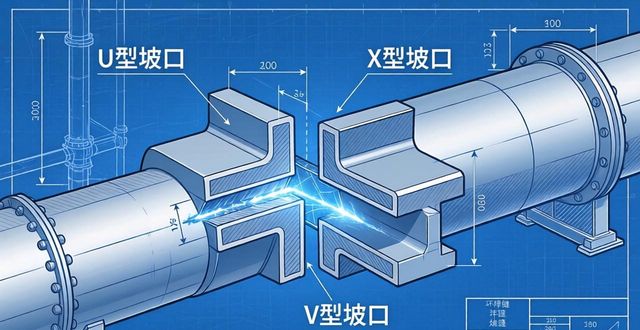
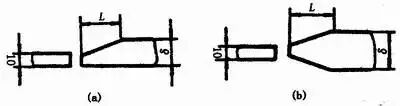
管子坡口加工:精益求精的管道连接工艺解析
管子坡口加工,作为管道连接前的一道关键工序,其精细程度直接影响焊接的质量与效率。在厚壁管道的焊接中,V型坡口是常用选择,它能保证焊接时充分的填充和熔合;而在精密管道工程中