铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录
注册
找回密码
铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录
注册
找回密码
焊接工艺
共80篇
排序
更新
浏览
点赞
评论
入门焊接工艺看这篇文章就够了
一、焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
坡口类型
mgll
2个月前
45
三大类焊接方法!带你全面了解焊接工艺!
气焊主要应用于薄钢板、低熔点材料(有色金属及其合金)、铸铁件和硬质合金刀具等材料的焊接,以及磨损、报废车件的补焊、构件变形的火焰矫正等。
行业资讯
mgll
1个月前
46
第三章、汽车钣金修理的基本工艺(第3节)-在线浏览
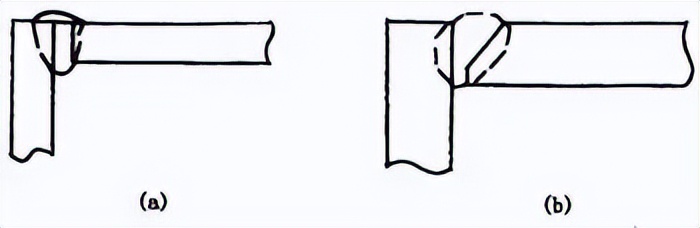
【正文】( 1)平焊:平焊可分为 平对接焊和平角接焊 。图 364平对接焊平角接焊主要是指 T形接头和搭接接头的焊接。平角接焊通常用 φ3 ~ φ5mm 的焊条
坡口类型
mgll
13天前
34
焊接工艺中的焊接接头与坡口详解
在深入探讨焊接工艺的各个要点之前,我们首先需要关注一个重要的起点——焊接接头与坡口。这两个概念不仅构成了焊接工艺的基础,还对焊接的质量和效率产生深远影响。因此
坡口类型
mgll
2个月前
25
怎么样预防焊接变形?
焊接变形是焊接过程中因不均匀加热和冷却导致的工件形状与尺寸变化,它不仅影响产品的外观质量和尺寸精度,更可能导致
坡口类型
mgll
28天前
55
焊接坡口设计与焊缝质量控制开题报告.doc
郑州市国防科技学校毕业设计,论文,开题报告,学生填表,专业
坡口类型
mgll
2个月前
6
焊缝坡口类型大全
单面V形坡口适用于中、薄板焊接,坡口加工方便,但焊接后角变形较大;双面V形坡口能避免过大的角变形,常用于较厚板的焊接。 - X形坡口(X-groove):类似“X”形状
坡口类型
mgll
1个月前
42
焊接坡口制作时要考虑到哪些方面
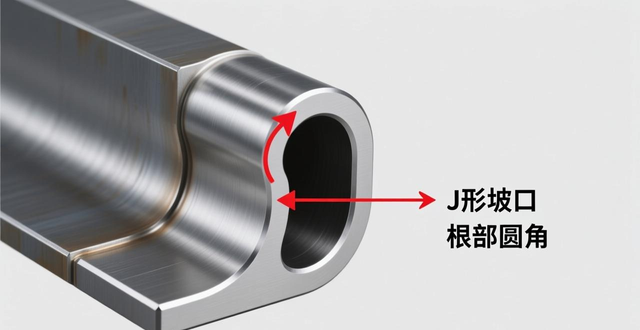
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
坡口类型
mgll
21天前
30
焊接工艺基础知识
01焊接接头的种类及接头型式焊接中,由于焊件的厚度、结构及使用条件的不同,其接头型式及坡口形式也不同。焊接接头型式有:对接接头、T形接头、角接接头及搭接接头等。
坡口类型
mgll
2个月前
49
焊接工艺简要手册【经典知识】,收藏!
优点:焊接电压低,电流大,生产率高;成本低,不需要填充金属和其他焊材;焊接变形小,焊后无需进行校正和热处理工序;劳动条件好,操作简单,易于实现自动化生产。
行业资讯
mgll
1个月前
58
加载更多
在手机上浏览此页面
登录
没有帐号?立即注册
用户名或邮箱
登录密码
记住登录
找回密码
登录
注册
已有帐号,立即登录
设置用户名
设置密码
重复密码
注册