铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录
注册
找回密码
铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录
注册
找回密码
焊接操作
共10篇
排序
更新
浏览
点赞
评论
1.焊接操作规范及注意事项
1.焊接操作规范及注意事项焊接,作为一项重要的工艺技术,广泛应用于各个工业领域。为了确保焊接操作的安全与质量,遵循一套规范的焊接操作流程显得尤为重要。接下来
坡口类型
mgll
12天前
43
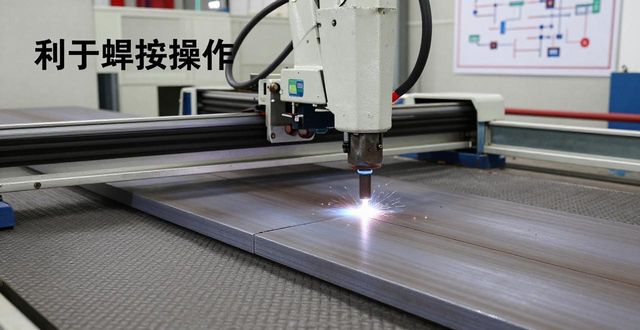
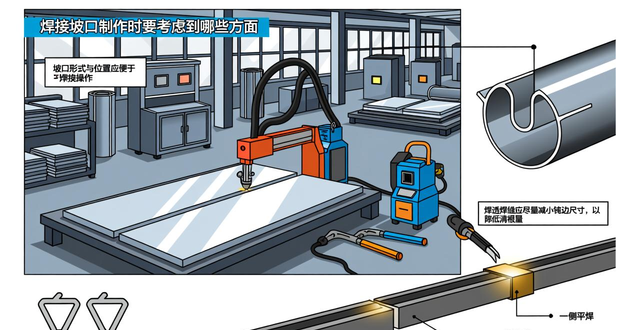
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
坡口类型
mgll
14天前
27
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
坡口类型
mgll
21天前
39
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
坡口类型
mgll
22天前
30
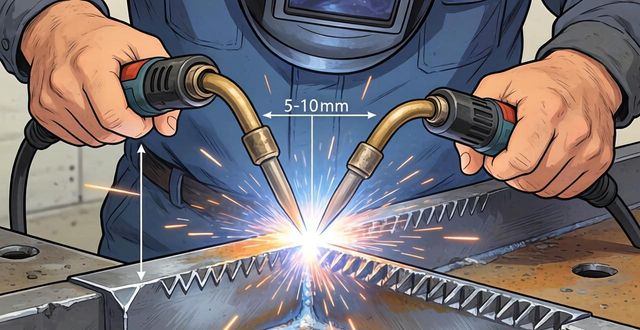
电焊教学,单面焊双面成形怎么焊?电流参数怎么调?
a、控制好焊道两侧的熔合情况,填充焊时,焊条摆幅加大,在坡口两侧停留时间可比打底焊时稍长些,必须保证坡口两侧有一定的熔深,并使填充焊道表面稍向下凹。
坡口类型
mgll
28天前
52
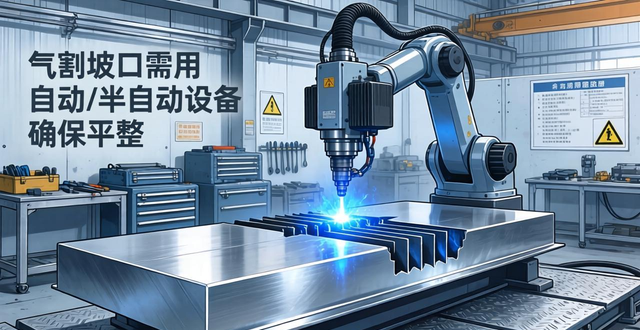
浅谈对接平焊单边V(J)型坡口气体保护焊操作技法 王海
中国期刊网,期刊,杂志,读者服务,电子杂志,论文,文库,期刊网,电子刊
坡口类型
mgll
28天前
33
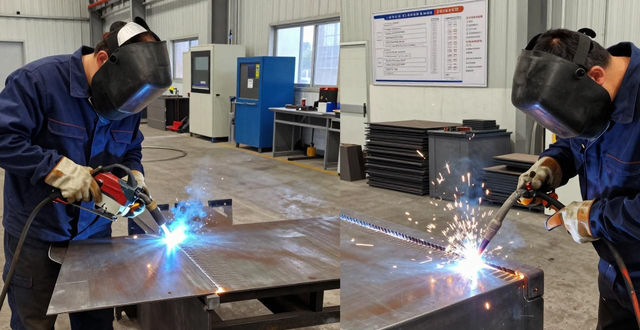
不开坡口对接立焊缝的操作方法
这种立焊法,熔深小,焊接速度快,但熔化金属和熔渣容易下坠,容易产生夹渣,需要注意避免。 这种方法熔深较大,焊条与焊缝方向的夹角为60°-80°,利用焊条端部托住熔化金属
坡口类型
mgll
30天前
42
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
坡口类型
mgll
1个月前
49
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
坡口类型
mgll
1个月前
48
焊接坡口制作时要考虑到哪些方面
坡口就根据设计和工艺的需要,将焊件的待焊区域加工并装配成一定几何形状的沟槽,从而保证焊缝厚度满足技术条件。坡口的形状有I型、V形、Y形、U形、J形、K形、X形等
坡口类型
mgll
2个月前
30
在手机上浏览此页面
登录
没有帐号?立即注册
用户名或邮箱
登录密码
记住登录
找回密码
登录
注册
已有帐号,立即登录
设置用户名
设置密码
重复密码
注册