铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录
注册
找回密码
铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录
注册
找回密码
焊接工艺
共70篇
排序
更新
浏览
点赞
评论
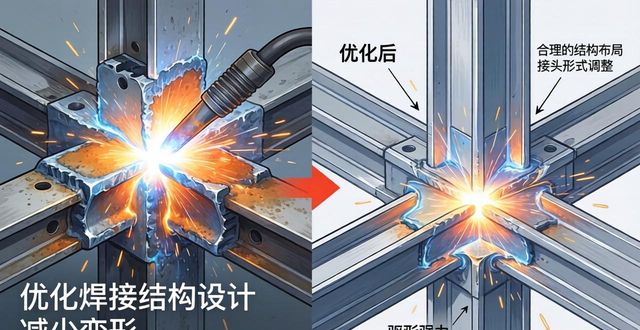
焊接试件的反变形产生原因及防止措施!
河南电力职业培训学校_自熔焊_氩弧焊_学校可开展焊工、电工、架子工、电子商务师初、中、高级培训,合作开展工业机器人、无人机驾驶员培训业务。
坡口类型
mgll
11天前
27
怎么样预防焊接变形?
焊接变形是焊接过程中因不均匀加热和冷却导致的工件形状与尺寸变化,它不仅影响产品的外观质量和尺寸精度,更可能导致
坡口类型
mgll
10天前
53
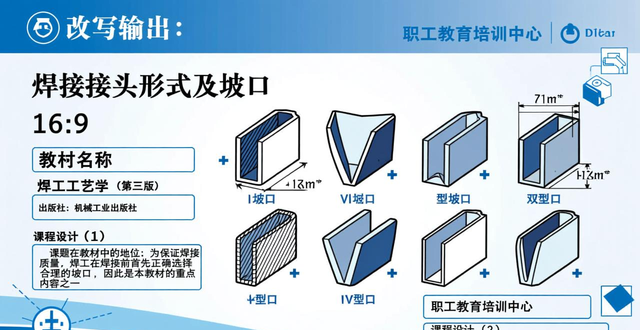
焊接接头形式及坡口.ppt
焊接坡口形式及选用焊接坡口形式及选用,煤电集团公司职工教育培训中心煤电集团公司职工教育培训中心张英张英职工教育培训中心课程设计课程设计,1,1
坡口类型
mgll
42天前
48
大连东兴工业持续创新 破解高精度产品“订单密码”
在大连东兴工业机械有限公司车间,工人正进行折弯零部件作业。经济日报记者 苏大鹏摄走进大连东兴工业机械有限公司(以下称“东兴工业”)生产车间
行业资讯
mgll
42天前
30
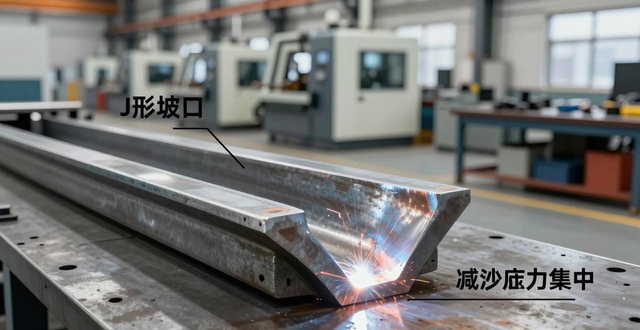
焊接坡口形式与尺寸进行讲解
为了能够有效保证我国企业焊接工作生活质量,在焊接前对工件我们国家需要教师通过焊接处进行的加工,可以使用气割,也可以自己选择切削而成,一般为斜面,有时也为曲面。!
坡口类型
mgll
13天前
55
关于焊接工艺的所有基础知识都在这了
制造业是国家强盛的基础,请关注“金属加工”(mw1950pub)。
坡口类型
mgll
40天前
51
管道焊接全流程指南:从准备到验收,一文掌握核心要点!
焊接管道是一项技术要求高、危险性大的作业,涉及材料、工艺、安全等多个环节。以下是焊接管道从准备到完成的注意事项总结,供参考:一、前期准备1
坡口类型
mgll
13天前
50
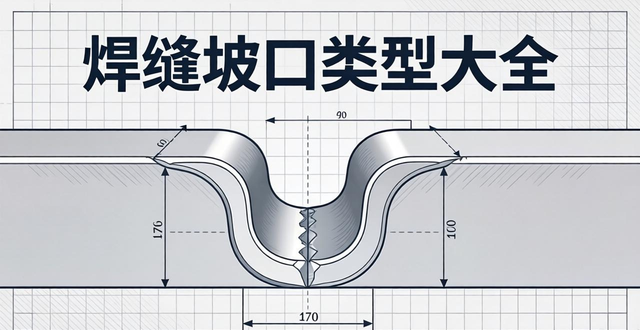
焊缝坡口类型大全
单面V形坡口适用于中、薄板焊接,坡口加工方便,但焊接后角变形较大;双面V形坡口能避免过大的角变形,常用于较厚板的焊接。 - X形坡口(X-groove):类似“X”形状
坡口类型
mgll
41天前
39
焊缝坡口类型大全
单面V形坡口适用于中、薄板焊接,坡口加工方便,但焊接后角变形较大;双面V形坡口能避免过大的角变形,常用于较厚板的焊接。 - X形坡口(X-groove):类似“X”形状
坡口类型
mgll
16天前
46
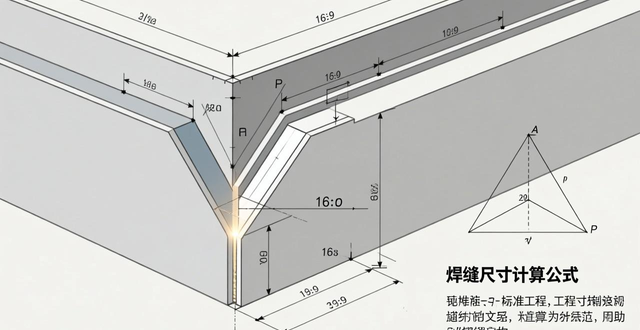
焊缝尺寸计算公式
在金属焊接过程中,焊缝过宽、焊脚尺寸过大,不但焊接接头受热严重,引起焊缝晶粒粗大,塑性、韧性下降,而且焊接热影响区较大,易产生焊接应力及变形;再者浪费材料增加成本。
坡口类型
mgll
1个月前
50
加载更多
在手机上浏览此页面
登录
没有帐号?立即注册
用户名或邮箱
登录密码
记住登录
找回密码
登录
注册
已有帐号,立即登录
设置用户名
设置密码
重复密码
注册