
焊接工艺共73篇 第4页
排序


12mm低碳钢V型坡口立对接单面焊
①试件装配: 钝边:修磨钝边0.5—1mm,无毛刺。 焊前清理:清理坡口及坡口正反面两侧各20mm范围 内的油污、锈蚀等。 装配间隙:始端3.2mm,终端4.0mm,修正钝边0.5
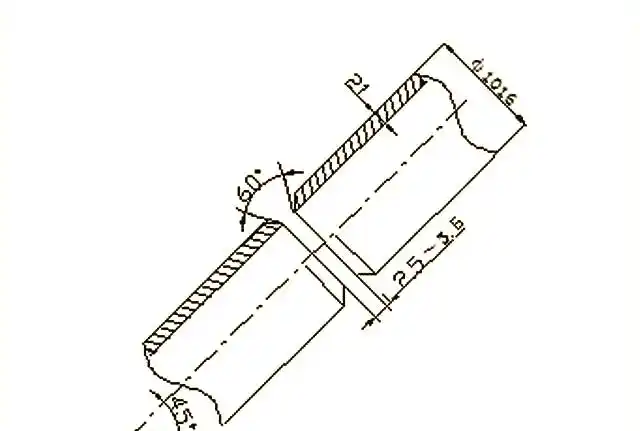
高效焊接管道斜焊缝的方法探讨
如何高效焊接管道斜焊缝?以一个典型的φ1016×21mm X70钢管斜45°为例,我们将深入探讨管道斜焊缝的焊接技巧。01高效焊接斜焊缝焊前准备在焊接管道斜焊缝之前
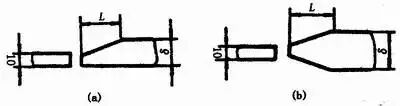

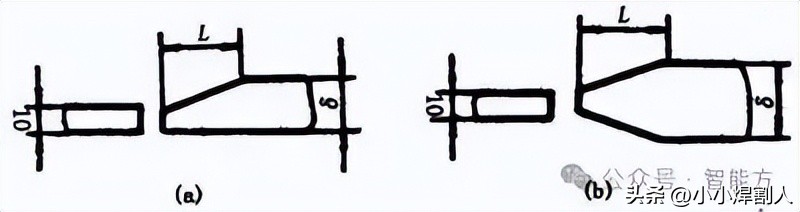

2.5 机械加工与坡口制备
压力容器制造和修理(第二版)2.5 机械加工与坡口制备2.5机械加工与坡口制备2.5.1焊接坡口加工压力容器承压壳体上的所有A、B类焊缝均为全焊透焊缝,都要进行无损检测。
