
焊接工艺共73篇 第5页
排序

埋弧自动焊的坡口形式与焊条电弧焊基本相同,但由于埋弧焊的特点,应采用()A.较大的坡口角度B.较
埋弧自动焊的坡口形式与焊条电弧焊基本相同,但由于埋弧焊的特点,应采用()A.较大的坡口角度B.较小的坡口角度C.较大的钝边D.较大的间隙请帮忙给出正确答案和分析,谢谢!


不锈复合钢板的焊接工艺.doc
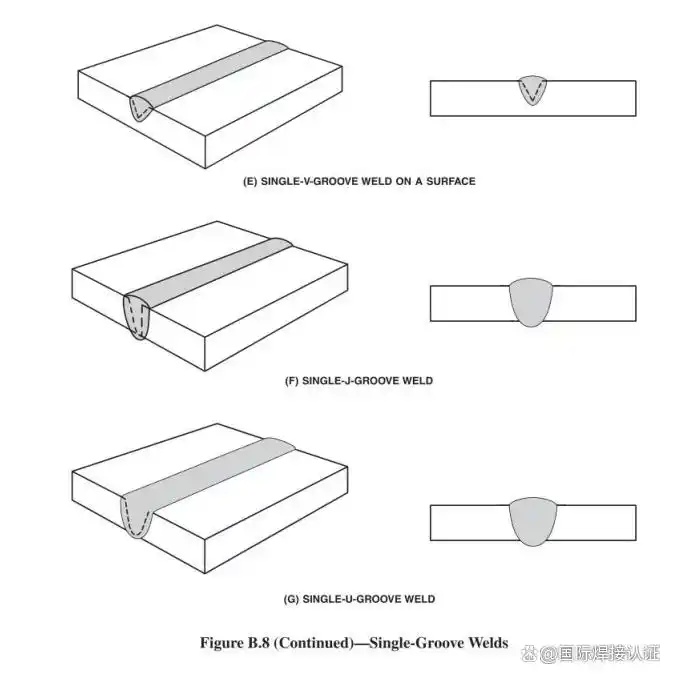
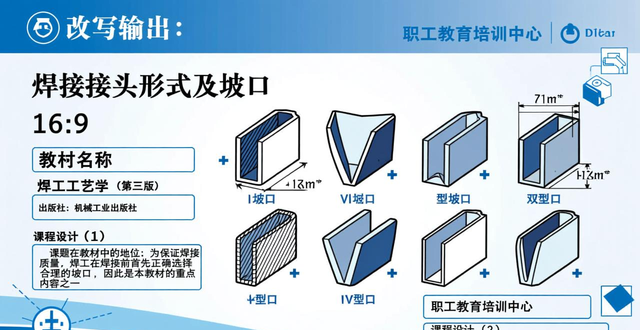
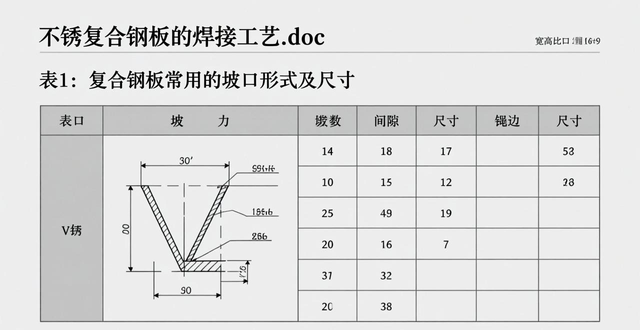
不锈复合钢板的焊接工艺(1)坡口1) 坡口形式及尺寸复合钢板常采用的坡口形式及尺寸见表1。厚度较小时,采用I形坡口;厚度较大时,可采用V形、U形、X形或V-U结合形坡口。

