
折弯
金属板材在压力作用与限制条件双重引导从而发生塑性变形,进而形成特定角度与曲率形状的冲压工序,被称作折弯。V型折弯、Z型折弯以及反压折弯等,属于常用的折弯类型。
1.折弯的高度
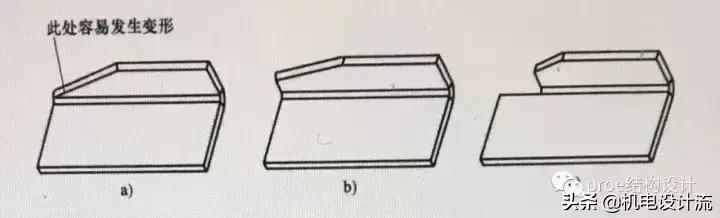
钣金折弯的高度,起码得是钣金厚度的两倍再加上折弯半径,也就是呈H》2t+R这种情况。要是钣金折弯高度太低的话,在钣金折弯之际就容易出现变形扭曲,进而不容易获取到理想的形状以及尺寸。
当折弯呈现为斜边状态时,极易出现因折弯高度过小从而致使折弯产生扭曲变形的情形,瞧瞧,在原始设计当中,鉴于最左边处的折弯高度过小,进行折弯操作时就容易发生扭曲变形,进而使得折弯质量偏低,而在改进后的设计里,能够增添左侧折弯的高度或者将折弯高度较小的部分予以去除,如此一来钣金折弯时便不会发生扭曲变形,折弯质量得以提高。

2.折弯半径
为保证折弯强度,折弯半径应大于材料最小折弯半径,如下图
钣金原始和改进的折弯半径设计如图
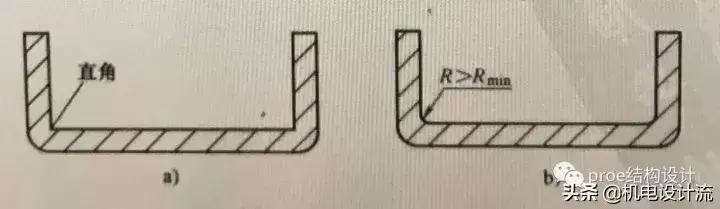
钣金折弯的半径并非越大就越好,当半径增大时,折弯所产生的反弹现象会越大,进而令折弯角度以及折弯高度愈难把控,所以钣金折弯半径必须选取合理的数值。
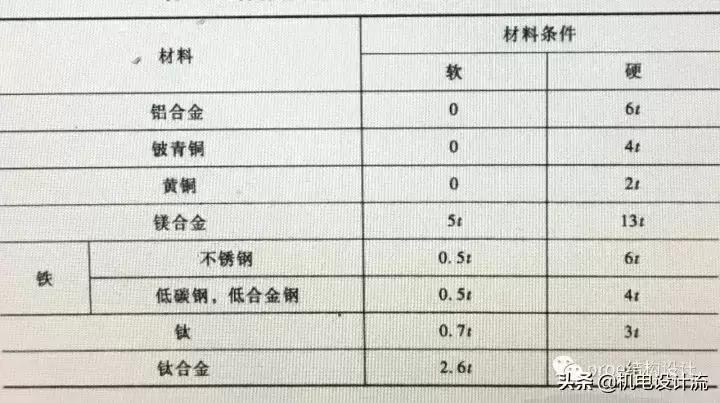
倾向于钣金模具制造的商家,会选择折弯半径为0的情况,因为这样折弯后半径不容易出现反弹现象,并且折弯高度以及折弯角度的尺寸控制起来相对比较容易。然而,折弯半径为零的折弯方式,极易致使钣金折弯外部发生破解,甚至出现折断状况,同时钣金折弯强度相对较低,尤其是针对较硬的钣金材料而言,而且在生产持续一段时间后,模具上的直角会渐渐变得圆滑,折弯尺寸也会变得难以获得精准控制。
钣金模具制造商采用另一种办法,是为了降低折弯力,并且保证折弯尺寸,这种办法是在折弯工序之前预先增加压线工艺,当然,这样的设计会造成钣金折弯强度相对较低,还容易断裂等缺陷。
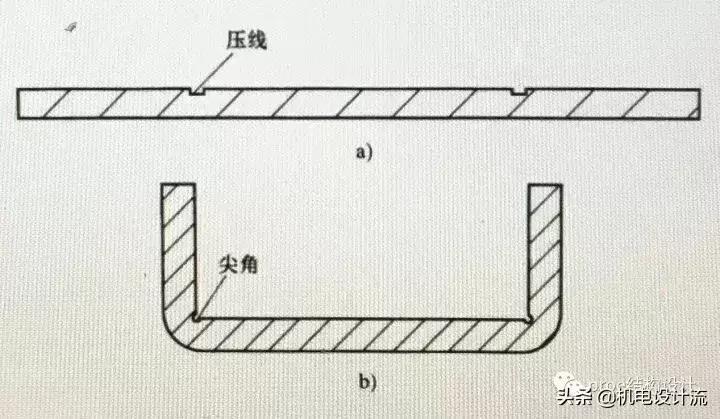
压线这个工序,是要强行地对局部进行材料的排挤,在钣金之上,挤出一条沟槽来,其目的是利于折弯,进而确保折弯精度,它属于一种冲压工序。
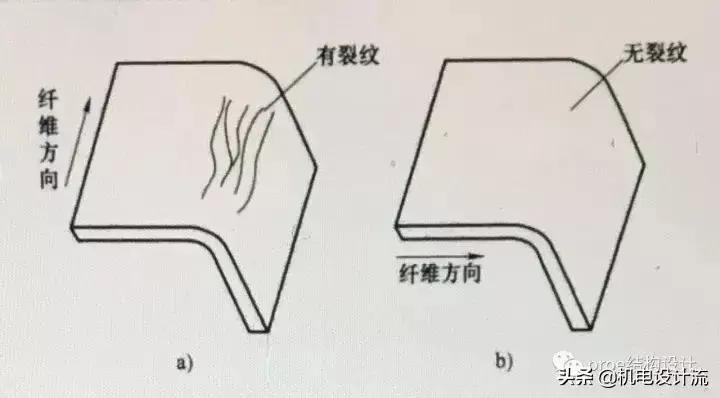
3.折弯方向
展开钣金折弯操作之际,应当尽可能地使其垂直于金属材料的纤维方向。如此一来,当钣金折弯呈现出平行于金属材料纤维方向的状况时,在钣金折弯所处的位置将会轻易地萌生出裂纹,这般情形下,其强度较为低下又容易发生断裂。
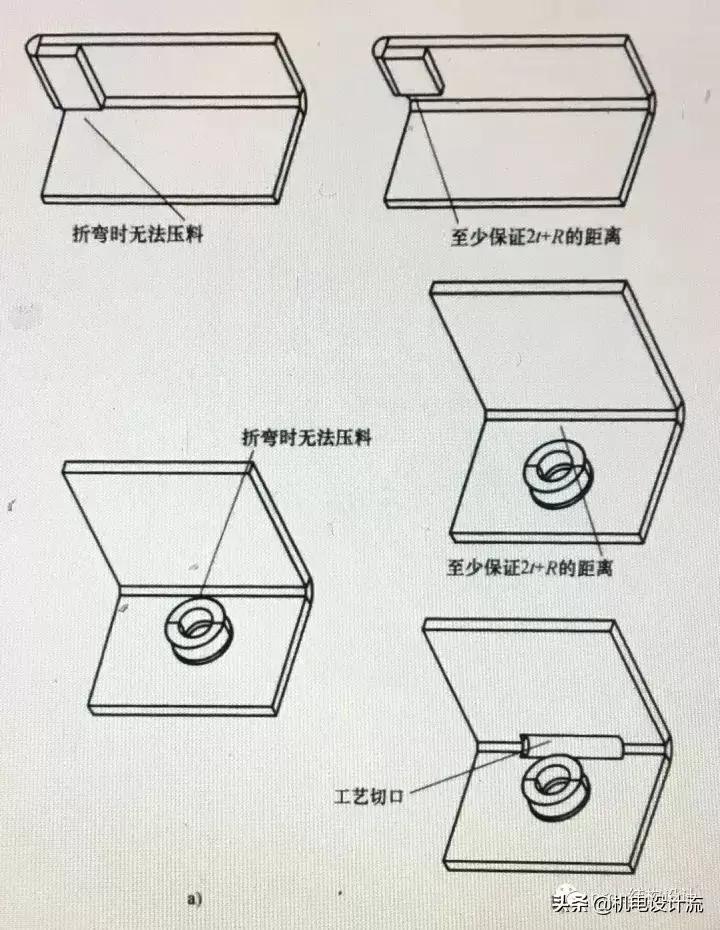
4.免因折弯根部不能压料而导致折弯失败
钣金进行折弯操作时,常常会由于别的特征跟钣金折弯的根部之间的距离太过接近,进而导致没办法压制住材料,使得无法完成折弯操作,或者折弯后出现严重的变形情况。通常来讲,在折弯根部的上方之处,至少要确保存在2倍的钣金厚度再加上折弯半径这个距离,在此距离上不存在其他特征对钣金折弯时的压料产生阻挡。
在如图上部所呈现的原始设计里,反折压平的位置距离钣金折弯根部过于贴近,致使在进行钣金折弯时无法实现压料,进而导致折弯失败;于如图下部所示的原始设计当中,钣金抽牙的位置距离折弯根部太近,使得折弯操作无法持续推进,在这种情况下能够将抽牙移至远离钣金根部的位置,要是基于设计的相关要求,抽牙以及折弯的位置均无法实现移动,那么能够在抽牙所对应的折弯根部增添一个工艺切口,以此保障折弯能够顺利开展。
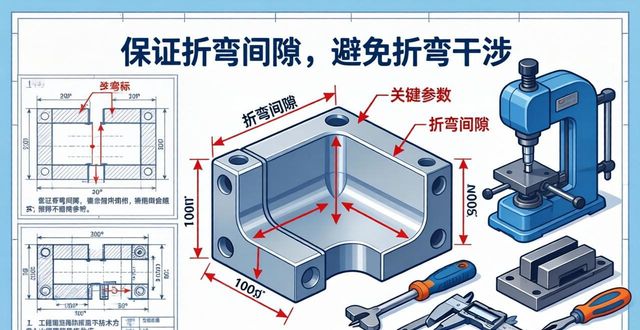
5.保证折弯间隙,避免折弯干涉
因为存在钣金折弯公差,所以在处于钣金折弯运动方向的情况下,要确保有一定的折弯间隙,以此来防止因折弯时出现干涉进而导致的折弯失败情况。
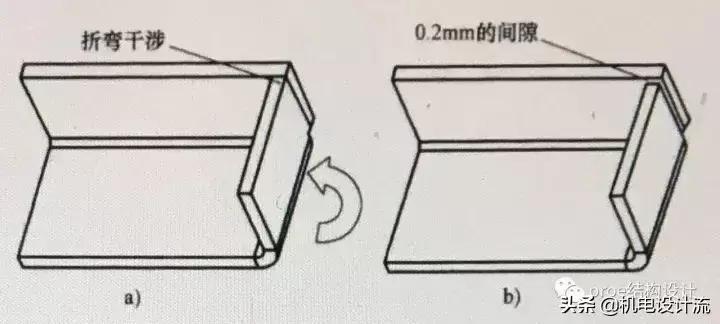
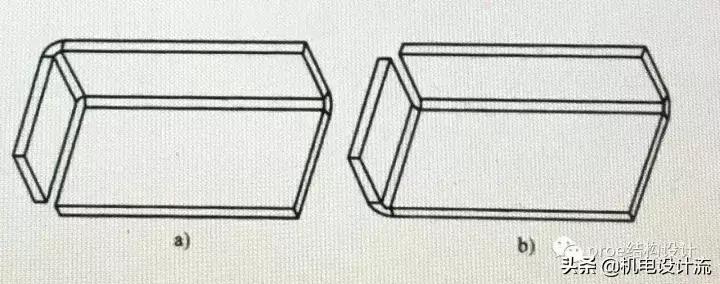
如下图所示的零件,其折弯顺序是上侧边先进行折弯,其后右侧边再折弯,在原始设计里,两个折弯不存在间隙,当上侧边折弯完毕之后,再去折弯右侧边时,鉴于钣金折弯公差是存在的,极有可能致使右侧边在折弯进程中与上侧边形成干涉,而在改进的设计当中,右侧边与上侧边至少留存0.2mm的间隙,如此能够有效地避免干涉。
6.保证折弯强度
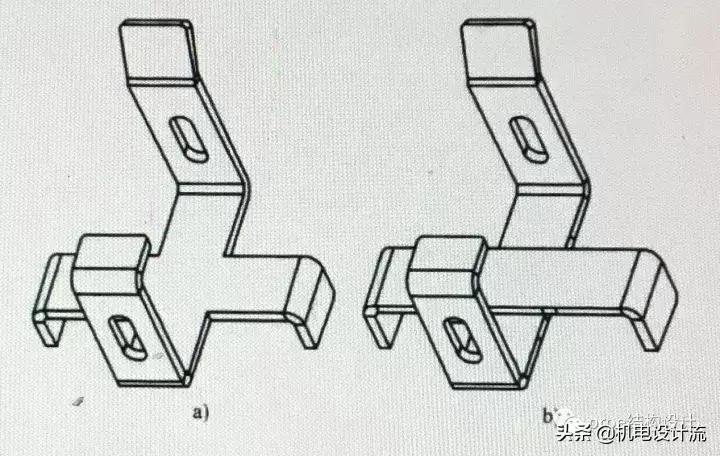
钣金进行折弯操作时,要确保折弯具备相应强度,长且窄的那种折弯,其强度是低的,短且宽的折弯,强度则是高的,所以钣金折弯应尽可能附着于相对较长的边上,就如同图中所示那样,对于具备同样功能的一个折弯,在原始设计里,因折弯附着于较短的边上,故而折弯强度低,而改进后的设计,折弯附着在比较长的边上,折弯强度高。
7.减少折弯工序
钣金进行折弯操作时,所经历的工序数量越多,那么模具所需要的成本就会越高,并且折弯所能够达到的精度也就越低,所以呢,在进行钣金设计的时候应当着手尽量去减少折弯工序,就如同图中所示的那样,在原始的设计当中钣金是需要两个折弯工序的,而在改进之后的设计里,钣金仅仅只需要一个折弯工序便能够同时完成原本两个折弯工序所涉及的操作。
8.避免复杂的折弯
钣金折弯的工序要是越复杂,模具成本便越高,然而折弯精度却越低,并且复杂折弯还可能致使零件材料出现浪费,所以,在钣金存在复杂折弯的情形下,能够思考把复杂的折弯拆分为两个零件,借助拉钉或者自铆又或者点焊等方式进行装配。
9.多重折弯上的孔很难对齐
钣金进行折弯时,其公差相对而言比较大,尤其是在出现多重折弯这种情况下,正是由于公差产生了累积,进而使得孔与孔之间很难实现对齐。
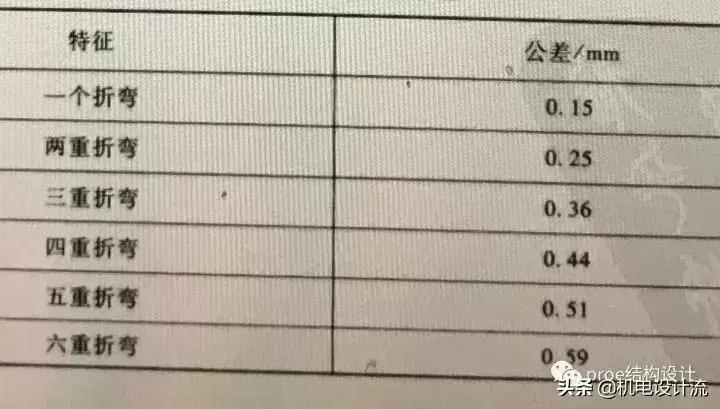
钣金折弯时,折弯次数一旦增多,其折弯公差相随而变大,紧接着对于钣金的多重折弯而言,要确保尺寸精准性实属困难,而出现此情况则是致使钣金折弯上的种种孔,诸如螺钉孔、拉钉孔以及自铆孔难以达成对齐状态的缘由所在。
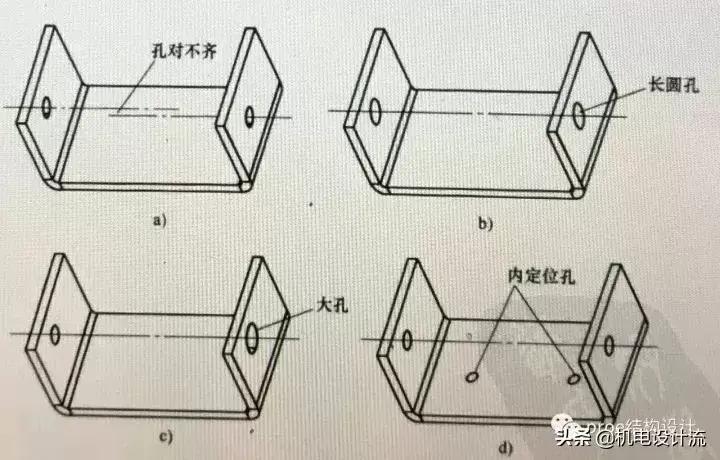
解决方案:
对一个折弯之上的孔,进行设计,使其成为大孔,或者成为长圆孔,借此让折弯能够允许较大的公差。
添加两个内定位孔,于模具进行内定位方面予以增大,削减钣金在折弯之际所产生的公差,借此确保两个折弯之上的孔达成对齐状态。
先进行折弯操作之后再开展冲孔工序,两个孔的尺寸精准度能够得以保证,然而这样做会使得冲压模具的复杂程度有所提升,进而增加模具的成本,所以通常情况下是不建议采用这种方式的。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)
