

钣金折弯扣除,它亦被称作折弯补偿量,在行业内简称为折弯扣,于钣金折弯工艺里,它属于计算展开料尺寸的核心工艺参数,其本质是对板材折弯时因塑性变形所产生的尺寸变化进行补偿,板材折弯之后,外侧金属会受到拉伸从而变长,内侧金属会受到压缩从而变短,中性层,也就是板材内部既不拉伸也不压缩的假想层为实际长度基准,而折弯扣除是理论展开长度,即折弯边直边长度之和,与实际展开长度的差值,借助这个差值能够精准算出折弯前的板材展开尺寸,以此保证折弯后零件的实际尺寸与图纸保持一致。
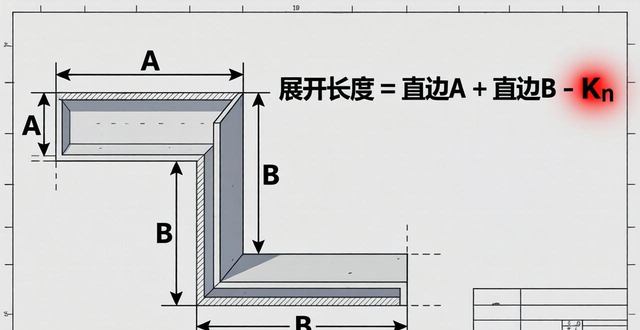
简要来讲,要是钣金件存在两个折弯直边,图纸所标注的尺寸是A(此为外尺寸)以及B(同样是外尺寸),折弯的角度为90°,折弯扣除的数值是K,那么实际的展开料长度等于A加上B再减去K,这乃是关于钣金折弯展开计算最为基础、最为常用的公式,折弯扣除的数值直接对展开尺寸的精度起着决定性作用,要是取值出现偏差,就会致使折弯之后的零件尺寸变得偏大或者偏小,从而无法满足装配的要求。
折弯扣除不是固定的数值,它的核心由板材厚度(t)、折弯内圆角半径(R)、折弯角度、材料特性这四大因素来决定,其中板材厚度以及折弯内圆角半径是最为核心的影响因素(折弯角度90°是行业通用的基准,其他角度要按比例进行换算);材料的屈服强度、延伸率会对数值有轻微的影响,例如不锈钢的折弯扣除略微大于相同厚度的冷轧板,铝板的折弯扣除略微小于冷轧板,不过行业内为了简化计算,相同厚度、相同R值的不同常见钣金材料(SPCC、5052/6061、304)能够采用通用的折弯扣除值,只做小幅修正就行。
一、折弯扣除的核心原理(与中性层的关系)
关键在于掌握中性层位置来理解折弯扣除,在板材折弯的塑性变形里,中性层是那个唯一长度不会改变的层面,其位置是用中性层系数(x)去表示的,公式是这样的:中性层半径等于折弯内圆角半径( R )加上x乘以板材厚度( t )。折弯件的折弯弧长也就是中性层的弧长,它是展开计算的核心所在,对于90°折弯(π/2弧度)的弧长公式是:弧长等于π乘以( R + xt )再除以2。然折弯扣除之本质,乃为两个折弯直边之理论延伸长度(R+t),与实际中性层弧长存在差值(90°折弯),其推导公式为:K = 2×(R+t) – π×(R+xt),此即折弯扣除之理论计算公式啰。
行业里中性层系数(x)存在通用标准,其核心依照R/t的比值变动(其中R指折弯内圆角半径,t是板材厚度),之所以如此,是鉴于当R/t越大时,板材折弯的变形越发平缓,中性层越朝着板材中心靠近;而当R/t越小时,变形越剧烈,中性层越往内侧偏移,具体通用中性层系数参考:
比值R/t小于0.5的情况下,x的取值范围是0.25至0.3 ,这里是小圆角硬折弯,且变形剧烈。
0.5 小于等于 R 除以 t 小于等于 2,在此情况下,x 等于 0.3 至 0.35,这属于常规折弯,是最为常用的。
当2小于R与t的比值且该比值小于等于5时,x的取值范围是0.35至0.4,这里是大圆角折弯,其变形呈现平缓的状态。
Rt大于5,表示x等于0.4至0.5,呈现相近似的圆弧折弯状态,使得中性层面较为临近中心位置。
在常规的钣金加工情形下,90°的折弯,其R的取值要大于或等于t,目的在于防止板材裂开,这时R与t的比值要大于或等于1,中性层系数x选取0.33到0.35之间,行业普遍使用的均值是0.33,这同样是我们用来计算通用折弯扣除值的关键依据。
二、90° 折弯通用折弯扣除值(行业标准,直接套用)
是钣金折弯最常见角度的 90° ,行业内依据板材厚度 t 、折弯内圆角半径 R ,联合中性层系数 x 等于 0.33 ,进行推导并有了通用折弯扣除值(适配冷轧板 SPCC 、铝板 5052/6061 、 304 不锈钢,就厚度来说是 0.5 至 10mm , R 大于等于 t ,属于钣金加工常态取值),不需要复杂数学计算,能够直接应用放用至展开设计里,要是针对精度方面可归于较高精度的钣金件,能够按照材料特性进行小幅度的修正(不锈钢方面是加上 0.1 至 0.2mm ,铝板方面是减去 0.1 至 0.2mm)。

紧接着呈现的是90°折弯所通用的折弯扣除表,这其中包含着核心数值,其单位是mm,能够涉及到钣金加工最为常用的厚度以及R值组合范围,达到覆盖目的。
t等于0.5毫米时,R等于0.5,此时K等于0.6 ;R等于1.0时,K等于0.8。
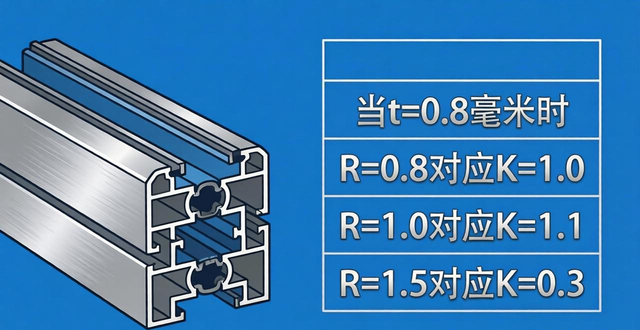
t等于0.8毫米时,当R等于0.8,K等于1.0 ;当R等于1.0 ,K等于1.1 ;当R等于1.5 ,K等于1.3。
当t等于1.0毫米时,R等于1.0的情况下,K等于1.2 ,R等于1.5时,K等于1.4 ,R等于2.0时,K等于1.6。
那厚度为1.2毫米时,当半径等于1.2,系数K等于1.4;当半径等于1.5,系数K等于1.5;当半径等于2.0,系数K等于1.7。
当t等于1.5毫米时,R等于1.5,此时K等于1.7 ;当R等于2.0时,K等于1.9 ;当R等于2.5时,K等于2.1。
t等于2.0毫米,当R等于2.0时,K等于2.2 ;当R等于2.5时,K等于2.4 ;当R等于3.0时,K等于2.6。
t等于2.5毫米时,R等于2.5的话,K等于2.7 ,R等于3.0的话,K等于2.9 ,R等于4.0的话,K等于3.3。
当t等于3.0毫米时,R等于3.0的情况下,K等于3.2 ;R等于4.0时,K等于3.6 ;R等于5.0时,K等于4.0。
t等于4.0毫米,当R等于4.0时,K等于4.2 ;当R等于5.0时,K等于4.6 ;当R等于6.0时,K等于5.0。
当t等于5.0毫米时,R等于5.0的情况下,K为5.2 ,R等于6.0时,K是5.6 ,R等于8.0时,K则等于6.4。
t的取值范围是6毫米至10毫米,在此范围内R等于t,进而K约等于1.1乘以t,不过这是简化取值,若要高精度则需要通过实测进行修正。
核心规律是,当R等于t(这是钣金加工里最常规的圆角取值,目的是避免开裂并且易于加工)的时候,90°折弯的折弯扣除K约等于1.2乘以t(薄板t小于等于3mm)、K约等于1.1乘以t(厚板t大于3mm),这是用于快速估算的万能公式,适合在现场快速计算展开尺寸。
三、非 90° 折弯的折弯扣除换算方法
在实际加工期间,会碰到并非90°的折弯情况,像30°、45°、60°、120°、150°这些角度的折弯,属于这类非90°折弯范畴,这种折弯的折弯扣除,需要以90°折弯的扣除值当作基准,按照角度比例来换算,此处的核心原则是,折弯扣除跟折弯的夹角呈现正比例关系,不过此关系仅适用于折角大于或等于30°小于90°的折弯,要是折角小于30°,由于变形太过浅,所以需要通过实测进行修正。
通用换算公式:
角度并非九十度的折弯扣除,Kₙ的值等于,九十度折弯扣除K,乘以折角θ,再除以九十度。
(其中,θ是折弯之后的实际夹角,举例来说,若是45° 折弯,那么 θ就等于45,要是120° 折弯,那么 θ就等于120)
举例,有1.5mm的板材,其R等于1.5,90°进行折弯时K是1.7mm ;要是为45°折弯,那么Kₙ等于1.7乘以45再除以90,结果是0.85mm ;若为120°折弯,那Kₙ等于1.7乘以120再除以90,约等于2.27mm。
注意,不是90°折弯的那种展开公式,依然是展开长度等于直边A加上直边B减去Kₙ(按照外尺寸来计算),和计算90°折弯时是一样的,仅仅需要把折弯扣除值进行替换就行。
四、不同尺寸标注方式的折弯扣除应用(外尺寸 / 内尺寸)
钣金图纸当中的折弯尺寸标注,存在外尺寸也就是外形尺寸,以及内尺寸也就是内腔尺寸这两种情况,折弯扣除应用公式不一样,要严格予以区分,不然会致使尺寸计算出现错误,这属于钣金展开设计里常见的容易出错的地方,核心公式如下,均是90°折弯,不是90°的话替换Kₙ就行:
1. 外尺寸标注(最常用,图纸标注折弯边的外侧长度)
标记形式是,两个呈现直边状态的尺寸A以及尺寸B,它们都属于从外侧开始到折弯角的尺寸,展开的公式为。
展开长度 = A + B – K
示例:板材厚度为1.5毫米,R的值是1.5,K等于1.7毫米,外部尺寸中A为50毫米,B为30毫米,展开长度等于50加上30减去1.7等于78.3毫米。
2. 具备折弯边内侧长度标注功能的内尺寸标注,应用于箱体以及内腔类钣金件。
标注的形式呈现为,两个直边尺寸之中的 A’以及 B’,它们全部都是从内侧开始计算直至折弯角部位的尺寸,这种情况下需要首先将其换算成为外尺寸,也就是 A 等于 A’ 加上 t,B 等于 B’ 加上 t,之后才能够进行计算,或者也可以直接运用内尺寸公式:
展开的长度等于,A’加上,B’加上,(圆周率乘以,(半径加上xt的和再除以2,减去2倍半径))。
将通用公式(其中R等于t,x为0.33)进行简化得到:展开后的长度等于A’.加上B’.再加上0.2乘以t。
尺寸为1.5mm的板材,R的值是1.5,内部尺寸A’为48.5mm,B’为28.5mm,其展开长度等于48.5加上28.5再加上0.2乘以1.5,结果是77.8mm,此结果与外尺寸计算结果相同,用于验证精度。
五、影响折弯扣除的其他因素(实操修正要点)
上述通用的折弯扣除值是理论参考数值,在实际进行加工时,由于设备精度不一样,加上模具特性、加工工艺存在差异,这就会致使折弯扣除出现小幅偏差,具体偏差范围一般是±0.1~0.3mm。为了确保展开尺寸精度,需要依据现场实际情形做实操修正,其主要影响因素以及修正要点如下:
折弯机的模具在使用时,其中折弯凹模的槽宽也就是 V 槽,若其越大,那么板材在进行折弯时,所产生的变形就会越平缓。并且,折弯扣除会略偏大,就像 V 槽等于 8t 时比 V 槽等于 6t 时的 K 值要大 0.1 到 0.2mm 那样。另外,当模具的圆角出现磨损情况时,会致使在折弯过程中内圆角变得偏大,同时 K 值也会同步偏大,所以需要定期对模具进行校准。
加工工艺方面,若折弯速度过快,且压料力过大,势必会致使板材出现过度变形的情况,进而使得中性层产生轻微偏移,并且K值偏小;而在薄板进行折弯操作时,实施辅助压料这一行为,能够让变形变得更为均匀,同时使K值更加接近于理论值。
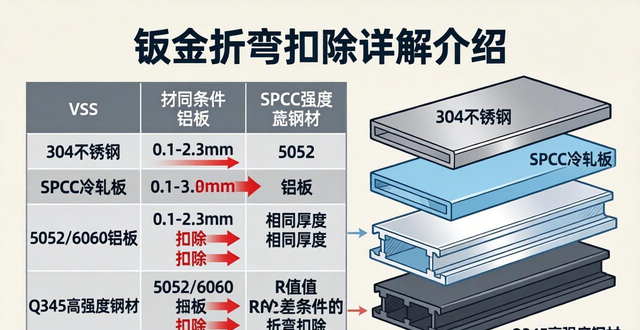
材料特性方面,在同样厚度、同样 R 值的情况下,304 不锈钢,其屈服强度高、延伸率低,它的折弯扣除比 SPCC 冷轧板要大 0.1 到 0.2mm ;5052/6061 铝板,其屈服强度低、延伸率高,它的折弯扣除比 SPCC 小 0.1 到 0.2mm ;高强度钢板,比如 Q345,它的 K 值需要比冷轧板大0.2 到 0.3mm。
钣金件的结构呈现出多种角度连续进行折弯的情况,同时存在大尺寸的折弯边,由于板材在受力方面并非均匀一致,所以会致使局部位置的折弯扣除出现偏差,这就需要对头一批生产的工件进行尝试性折弯操作以及实际测量,进而修正展开之后的尺寸。
表面处理方面,当板材表面存在镀锌、喷塑、烤漆等涂层时,涂层会致使板材的塑性变形阻力得以增加,对于薄涂层(其厚度≤0.05mm)而言,它对K值不会产生影响,而对于厚涂层(其厚度≥0.1mm)来说,则需要把涂层厚度纳入板材总厚度之中,然后去计算K值。
六、实操关键:首件试折与折弯扣除实测
针对高精度钣金件,其尺寸公差处于±0.1至0.2mm范围,还有厚板,即t大于5mm的,以及特殊材料钣金件,仅仅依靠理论折弯扣除值是没办法确保精度的,在行业内标准的做法是进行首件试折,接着进行实测修正,步骤如下:
按理论折弯扣除值计算展开尺寸,切割首件板材;
按图纸要求进行折弯加工,得到首件;
实际上,要使用卡尺、千分尺,通过实打实的测量,去获取折弯之后零件的实际尺寸,这里所说的实际尺寸,涵盖外尺寸以及内尺寸。
依据实测得到的尺寸同图纸所标注尺寸之间的偏差情况,反过来推算实际的折弯扣除数值,其公式为:实际的K等于理论直边的总和减去实测展开后的长度。
用实际折弯扣除值修正后续展开尺寸,实现批量加工的尺寸精准。
以理论计算为例,K 的数值为 1.7 毫米,直边的和是 80 毫米,展开长度确定为 78.3 毫米;经过试折后,实实在在测量出零件的外尺寸,其中 A 为 49.8 毫米,B 为 29.9 毫米,直边的和变为 79.7 毫米,而实际的展开长度依旧是 78.3 毫米,那么实际的 K 等于 79.7 减去 78.3 得出 1.4 毫米,后续进行展开尺寸计算时需要按照 K 等于 1.4 毫米来进行。
七、钣金折弯扣除的行业通用技巧
常规的钣金加工,其公差范围是正负零点三至零点五毫米,直接去套用当R等于t时的K约等于一点二t(薄板)除以一点一t(厚板),能够快速地估算出展开尺寸,从而满足大部分非精密件的需求。
置身于设计软件(、UG、Pro/E)之内,针对板材厚度能够直接予以设置,对于折弯内圆角同样可以直接进行设置,材料特性也能够直接去设置,在此种情形下,软件会自行开展计算折弯扣除的操作,并且会自动生成展开图,然而需要把软件里的中性层系数设定为 0.33(此数值用于匹配行业通用值),以此来确保与实际加工达成一致。
对批量制造的钣金件,去制作折弯扣除实测情况的表格,记录不一样材料、厚度以及R值所对应的实际K值,进而形成企业内部的工艺性标准,后续能够直接拿来应用,以此提升设计的效率以及加工的精度。
冷折弯工艺(也就是常温状态下的钣金折弯),折弯扣除才适用,热折弯由于材料塑性发生大幅改变,中性层系数偏移程度严重,需要重新通过实测来进行计算,并不适用于上面所说的通用数值。
就整体来讲,钣金折弯扣除属于钣金展开设计里的核心基础参数,其核心为 “依循中性层的变形补偿”,常规加工能够直接运用行业通用数值,高精度、特殊材料、厚板加工则要依据现场实测予以修正,把控折弯扣除的计算以及应用,是确保钣金折弯件尺寸精度的关键所在,同时也是钣金设计师与工艺师所要具备的技能。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)

