

01坡口几何尺寸详解
位于待焊件之上且形成的坡口表面,被称作坡口面,它是焊接期间需着重予以关注的对象,焊接过程里,坡口属于重要构成部分,其几何尺寸对焊接质量以及效率有着直接影响,本届会对坡口几何尺寸展开详尽探讨,其中涵盖坡口角度、深度以及坡口两侧宽度等关键参数,借助了解这些尺寸信息,读者能够更为全面地把握焊接过程里的坡口设计要点,进而提升焊接工作的专业水准。
坡口面定义
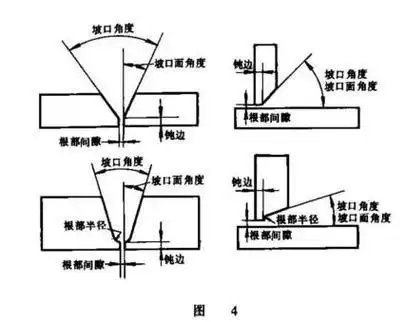
需要重点关注的对象,是焊接过程中的坡口面,也就是待焊件上所形成的坡口表面。
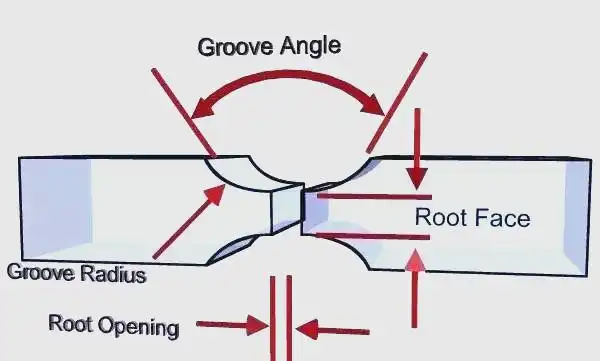
坡口角度与根部间隙
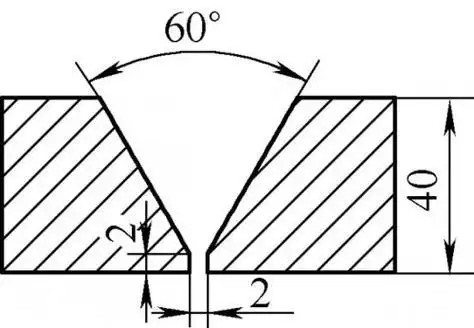
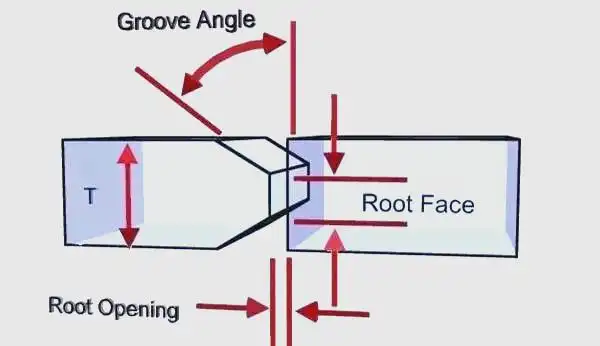
待加工坡口的端面与坡口面之间所形成的夹角,被称作坡口面角度,而两坡口面之间夹角的定义是坡口角度。坡口角度以及根部间隙,是坡口设计里的关键参数,其作用在于保证焊接能够彻底完成,进而提升质量与效率。对于确保焊接质量以及效率而言,这些角度的恰当选取是至关重要的。


被称作装配间隙的根部间隙,是指焊接前于接头根部之间预先留出的空隙,其目的在于确保打底焊时根部能完全焊透。
钝边与根部半径
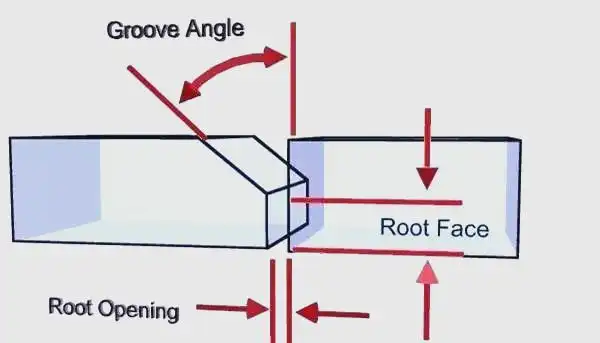
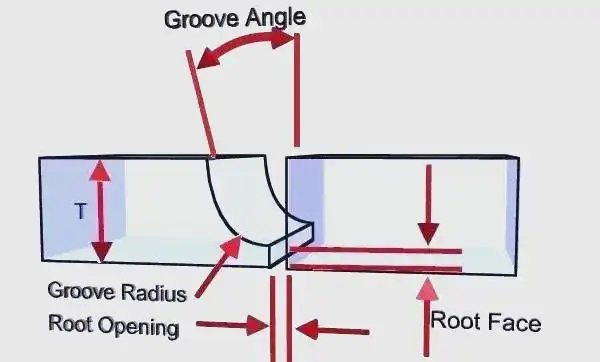
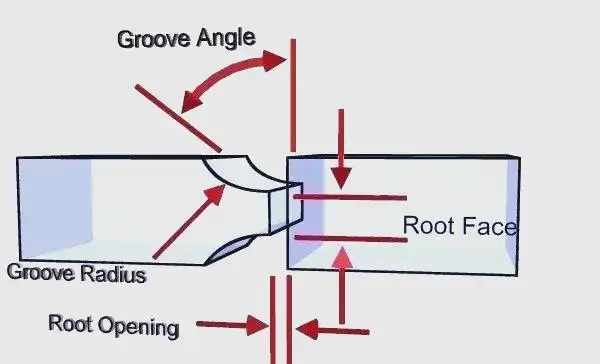
钝边是焊件开坡口之际,顺着接头坡口根部的端面所形成的直边部分,它能防止焊接时根部出现烧穿情况,钝边能防止烧穿,使得根部半径增加坡口根部空间,利于焊透,在J形或U形坡口底部,存在的圆角半径称作根部半径,它可增大坡口根部空间,进而促进根部焊透。
02常见坡口形式探讨
此类坡口形式于焊接期间并非常见,然而依旧存有其特定的应用场景,K型坡口不常见,需要搭配其他技巧来运用,以此确保焊接质量。
I型与V型坡口等特点
I 型坡口,在焊接领域有其独特应用, V 型坡口于此也有独特应用, X 型坡口同样有独特应用, J 型坡口亦是如此,这些坡口各自拥有应用场景,并且得配合技巧,才能保证高质量焊接,依据不同焊接需求,要选择合适的坡口类型,之后再搭配相应的焊接技巧以及参数,这般才有助于确保焊接作业高质量完成。
单J型与双J型坡口
在焊接这个领域当中,单 J 型坡口属于一种常见的坡口形式,其一侧呈现出一个半圆形的凸起,这样的设计能够在焊接的时候更好地控制熔池的形状以及尺寸,从而确保焊接的质量,并且单 J 型坡口还适用于那些需要较大熔深以及熔宽的焊接场合,能够有效地提升焊接的效率。

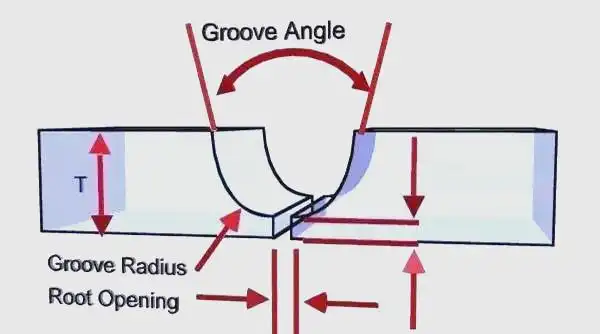
双 J 型坡口,跟单 J 型坡口相比较,在其设计方面,两侧均呈现出半圆形的隆起。这般独特的形状,致使在开展焊接进程的时候,能够更优良地把控熔池的形态,进而进一步确保焊接的质量。单 J 型坡口以及双 J 型坡口,对控制熔池形状有所助力,适用于具备大熔深与熔宽的情况,能够提高效率。另外,双 J 型坡口同样适用于那些有着较大熔深和熔宽要求的焊接场景,仍然能够明显提升焊接的效率。
U型坡口形式
将单U型和双U型坡口进行设计,以此辅助减少飞溅现象且提升稳定性,这是有助于调整金属比例的,单U型坡口,它的特征在于其设计是开口向下的,这种坡口形式在焊接进程当中可以显著减少飞溅现象的出现,同时还对提升焊接的稳定性有帮助。
专门针对双U型坡口所做的设计,其最主要的核心目的在于,要使得焊缝根部能够达到充分焊透的状态。利用这种特定的坡口形式,焊接时所产生的热源能够更深入地到达接头根部,借此保障接头能够有优质的连接效果。除此之外,双U型坡口还具备调节基本金属与填充金属比例的十分重要的功能。











