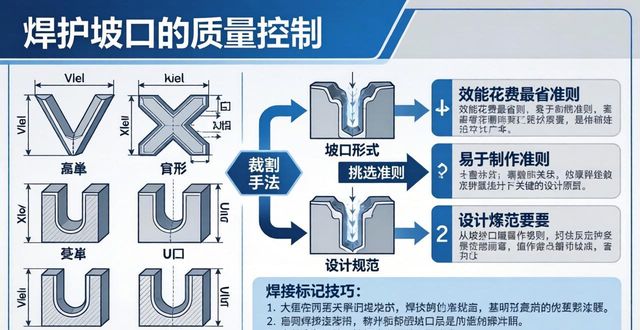


(1) 本课着重讲述,坡口呈示:范畴以及特质、裁切手法、挑选准则,(2) 焊接时坡口的品质管控,规范针对坡口的规定,(3) 焊接予以标记的技巧方法,焊接架构的改进,1. 前言:坡口设计的准则为:a. 效能花费最省的准则即在达到强度要求的条件下,挑选项适宜的接头以及坡口,削减施焊材质的填充量,提升焊接的成效。b. 考量坡口的制作:最先应该挑选易于制作的坡口,像V形、X形,U形以及双U形的坡口,制作起来相对麻烦。c. 防止出现焊接方面的缺陷,要是采用不合适的坡口形式,就容易产生焊接的缺陷。举例来讲:坡口角度要是过大,进而使得焊接的热输入量变大,让工件发生变形;钝边要是过高,就无法完全熔透,残留下来的钝边便成了缺陷的源头。关于2.焊接坡口的简要介绍,2.1其定义是:焊接坡口指的是为确保焊接质量,在焊件的焊接部位进行加工并装配成的具有特定几何形状的沟槽。2.2 的作用为,增加焊接熔深,保证焊缝质量,便于焊接操作 2.3 坡口形式存在,对接坡口主要包含,I 型、V 型、X 型、U 型、Y 型、UV 型、VV 型等,角接坡口有,T 型、搭接、J 型等,GB985《气焊、手工焊、气体保护焊坡口型式》,GB986《埋弧焊坡口型式》2.4 I 型坡口特点是,形状简单,加工方便,焊接工作量小。适用范围为,薄板焊接(1~6mm)。V型坡口的特点是,加工起来比较容易,能够进行单面焊接。其适用范围是,针对较厚板材展开的焊接。U型坡口具有这样的特点,焊缝根部相对较宽,焊接质量良好,然而加工难度颇大。它的适用范围是,对重要结构的厚板实施焊接。X型坡口的特点在于,进行双面施焊,焊接效率比较高,焊接变形较小。其适用范围是,针对中厚板展开的焊接。2.5坡口加工的方法有,2.5.1机械加工刨削,精度比较高,适用于要求较为高一些的坡口加工。铣削能够加工复杂形状的坡口。车削用于加工管件的坡口。2.5.2热切割中,火焰切割具有成本低的特点,它适用于厚板。等离子切割则速度快,精度高。此外,打磨是针对加工后的坡口进行修整。2.6焊接坡口的质量控制方面,其一为坡口尺寸精度控制,包括对角度、钝边、间隙等尺寸的测量与控制。其二是对坡口表面质量的要求,要有无油污、铁锈、氧化皮等杂质的情况。坡口加工时的质量检验,要定期检查加工设备的精度,2.7标准,2.7.1中焊缝接头对应的国标是,其一为GB/T324—2008《焊缝符号表示法》,其二是GB/-2012《技术制图 焊缝符号的尺寸比例及简化方法》,其三关于坡口的选择是GB/T150-2024,2.7.2里焊缝接头对应的美标及具体内容见以下参考文件,其一为AWS A2.4焊接、铜焊和无损检测标准符号,其二是AWS A3.0标准焊接术语和定义,其三是ASME第IX卷QW – 490定义及其他章节,其四是ASME第NF卷NF-3226.1(a)-1典型焊缝坡口图,3.知识延伸,3.1焊接符号的表示方法,其一参考GB/T324—2008《焊缝符号表示法》、GB/-2012《技术制图 焊缝符号的尺寸比例及简化方法》、GBT 5185-2005《 焊接及相关工艺方法代号》,其二是焊接结构的优化(见视频)。











