
1.坡口设计
开坡口是为了保证焊透,典型焊接坡口各部分名称如图所示。
针对焊接坡口,需依据图样给出的要求,或者按照工艺条件,去选用标准坡口,或者自行开展设计。对于选择坡口的形式以及尺寸,应当考虑下面这些因素:。
(1)焊接方法;
(2)母材种类及厚度;
(3)焊缝填充金属尽量少;
(4)避免产生缺陷;

(5)减小焊接残余变形与应力;
(6)有利于焊接防护;
(7)焊工操作方便;
(8)复合钢板的坡口应有利于减小过渡焊缝金属的稀释率。
和别的焊接工艺规范参数比起来,焊接坡口跟制造单位的工艺状况以及经验关联更为紧密,焊接坡口发生改变并不会对焊接接头的力学性能造成影响,各个制造厂差不多都有坡口企业标准,不应该强行要求采用标准坡口或者图样里的坡口,坡口标准有:。
国标代号为GB/T985的2008年版标准,其内容是关于气焊、手工电弧焊以及气体保护焊焊缝坡口的基本形式,还有尺寸方面。
HG/T 20583 到 2011 年的那个,叫做《钢制化工容器结构设计规定》。
上述各个标准里所罗列的坡口形式,以及尺寸,都是具备可行性的,然而,却不一定是最为理想的,最为优异的焊接坡口,乃是依据结构的独特特点,并且结合制造单位的工艺条件而确定的。标点。
2.接头设计
进行压力容器焊接结构设计之际,要想达成合理去挑选焊接接头的类型这般的情况,就应当全面地考量下方这些因素。
(1)设计要求:保证接头满足使用要求。
(2)那焊接以及无损检测的难易程度,和焊接发生的变形情况是这样的:操作是比较容易达成的,焊接时产生的应力较小,而且变形是能够被控制住的。
(3)焊接成本:接头准备和施工时费用低,经济性好。
(4)施工条件方面,制造施工单位应拥有完成施工要求之时所需的技术条件,具备完成施工要求之时所需的人员条件,拥有完成施工要求之时所需的设备条件。
常用焊接接头设计注意事项:
(1)焊缝的可达性方面,焊条,或者焊丝,又或者电极,这三者,都必须能够便利地抵达想要焊接的部位,进而形成焊缝。
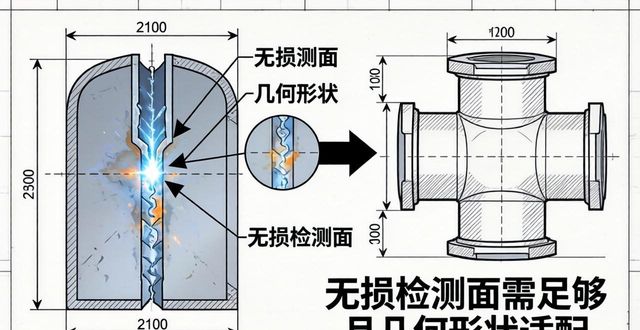
(2)焊接接头能不能被检测,这取决于,那焊缝的两侧到底有没有足够的无损检测面,并且接头设计的几何形状是不是能适应那一相应的检测方法。
(3)接头设计要达成减小腐蚀的要求,要尽可能采用对接焊缝,并且要全焊透,不能留下尖角口,也不能有缝隙,更不能存在流体死区。
(4)焊接接头的设计,应当要符合焊接接头系数的规定,像焊接接头系数是1的那种压力容器,必然得去选择双面焊对接接头,要是采用单面焊的话,背面得确保全焊透,不能够采用焊缝背面加垫板的接头型式。接头的设计以及选用,能够去参考GB/T150.3 – 2011里的附录D。











