
为了确保焊接质量,于焊接之前,针对工件所需焊接之处开展的加工,能够采用气割,也能够采用其他方式。
经过切削制作而成,通常呈现为斜面这种形态,有的时候也会是曲面这种样子。举例来说,像是两块厚度为10毫米的钢板,需要进行对焊并使其连接到一起。
起,为使焊缝牢固,会于板边缘铣出倒角,此即所谓开坡口。鉴于材料厚度与。
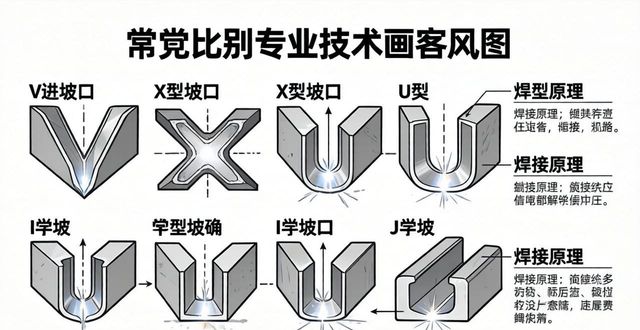
由于焊接质量要求存在差异,所以其焊接接头形式不一样,并且坡口形状也并非完全相同,通常是这样的坡口形式。
分为K型、V型、I型、U型、X型等。
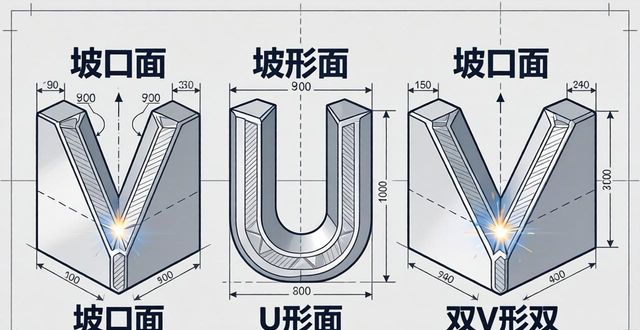
坡口的几何尺寸
(1)坡口面

待焊件上的坡口表面叫坡口面。
(2)坡口面角度和坡口角度
用于等待加工的坡口的那一端的面,和坡口面相互之间所形成的夹角,被称作坡口面角度,而两个坡口面相互之间存在的夹角,则叫做。
坡口角度。
(3)根部间隙
焊前,在接头根部之间预留有着空隙,这空隙被称作是根部间隙,其起到的作用在于,打底焊的时候能对根部加以保证。
焊透。根部间隙又叫装配间隙。
(4)钝边
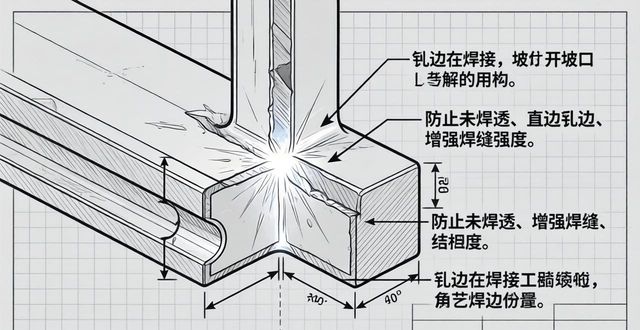
进行焊件开坡口操作时,处于焊件接头坡口根部位置的端面,那直边的部分被称作钝边,钝边所具备的作用是起到防止的功效。
止根部烧穿。
(5)根部半径
叫做根部半径的,是在J形U形坡口底部那儿的圆角半径。它具备的作用是,增大处于坡口根部的。
空间,以便焊透根部。
常见坡口形式
带钝边单边V型坡口
K型坡口
I型坡口
V型坡口
J型坡口
J型坡口
开坡口有着主要的作用,其作用在于为了保证焊缝根部能够实现焊透的情况,进而使得焊接热源可以深入到接头根部之处,以此。
担保接头品质,与此同时,坡口具备调整基本金属跟填充金属占比的效能。
© 版权声明
文章版权归作者所有,未经允许请勿转载。
THE END











