
1.接头形式
那种由两个或者是两个以上的零件,需要通过焊接来进行组合,或者是已经完成焊合的接点,被称作焊接接头。一个焊接结构,始终是由若干个焊接接头共同构成的。焊接接头具备的类型存在着多种。其中,基本类型重点是对接接头、角接接头、T形接头、搭接接头以及卷边接头。
1)对接接头
有一种接头,它被称作对接接头,是在各类焊接结构里使用频次最多的一种接头形式,其定义为两件表面所形成的夹角处于大于或等于135°,同时小于或等于180°的范围。
焊件厚度不一样,坡口形式也各异,对接接头的坡口形式据此可划分,有I形,有V形,有双V形,有U形,有双U形,有双单边V形,有Y形,有单边V形,有J形,有双J形,还有其组合形式,以及带垫板的坡口形式。
钢板厚度要是在6mm以下,除去重要结构之外,一般是不开坡口(或者是I形坡口)的。开坡口的对接接头,是用于钢板比较厚且需要全焊透的焊件的。带垫板的V形坡口常常被用于需要全焊透而焊缝背面没办法焊接的焊件,就像是小直径管道的对接焊缝那样。对于一些重要的焊件,因为容易形成夹渣,所以是不宜使用带垫板的接头的。对于不同厚度钢板对接焊的重要受力接头,当存在情况时,即两板厚度差(δ-δ1)不超过如表1-2所示的规定,接头坡口的基本形式与尺寸按较厚板的尺寸数据来选取,这种情况下是这样操作的。
表1-2 板厚与厚度差的关系 (单位:mm)
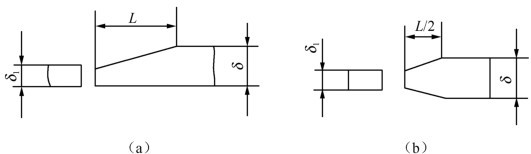
倘若两板厚度之间的差值,也就是(δ – δ1),超出了此表所规定的范围,那么就应当在厚板之上实施单面或者双面的削薄操作,如同一图1 – 1所展示的那样,并且其削薄的长度为L要大于或等于3(δ – δ1)。

图1-1 不同厚度钢板对接接头设计
焊缝各部分名称如图1-2所示。
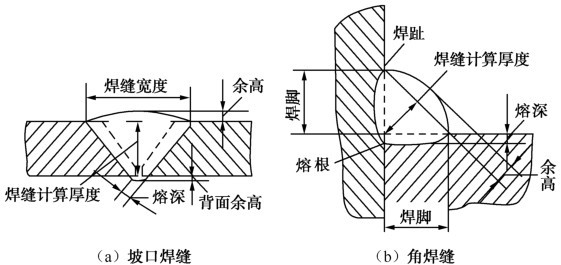
图1-2 两种不同焊缝
2)角接接头
一种接头称角接接头,其两件端部构成夹角,该夹角大于30°,且小于135°。这种接头受力状况欠佳,常被用于不重要的结构之中。依据焊件厚度不同,其坡囗形式可分为多种,有I形,即不开坡口的形式,有错边I形,还有带钝边J形,以及带钝边双单边V形,也就是K形,另外还有V形等。
3)T形接头
那种由一件的端面同另一件的表面形成直角或者近似直角的接头,被称作T形接头。按照垂直板厚度存在不同之分的情况,它的坡口形式能够分成I形(也就是不开坡口)、K形(是带钝边双单边V形)坡口等。
4)搭接接头
被称作搭接接头的是,由两件部分重叠构成的接头。依据结构形式以及对强度的要求存在差异,它能被划分成不开坡口、圆孔内塞焊以及长孔内角焊这三种形式。厚度12mm以下的钢板,通常会用到不开坡口的搭接接头,这般接头的重叠部分大于或等于2(δ1+δ2),并且是双面焊接,不过这种接头的强度欠佳,是用在不重要的结构之中的。要是重叠部分的面积比较大,那么能够按照板厚以及强度要求,分别去选用不同大小以及数量的圆孔内塞焊和长孔内角焊的接头形式。
5)卷边接头
预先会将待焊件端部进行卷边,焊后卷边只有部分出现熔化的接头,把它称作卷边接头。这种接头主要是针对薄板以及有色金属进行焊接时采用。为了避免在焊接的时候焊件出现烧穿的情况,卷边过后能够增加连接头的厚度。

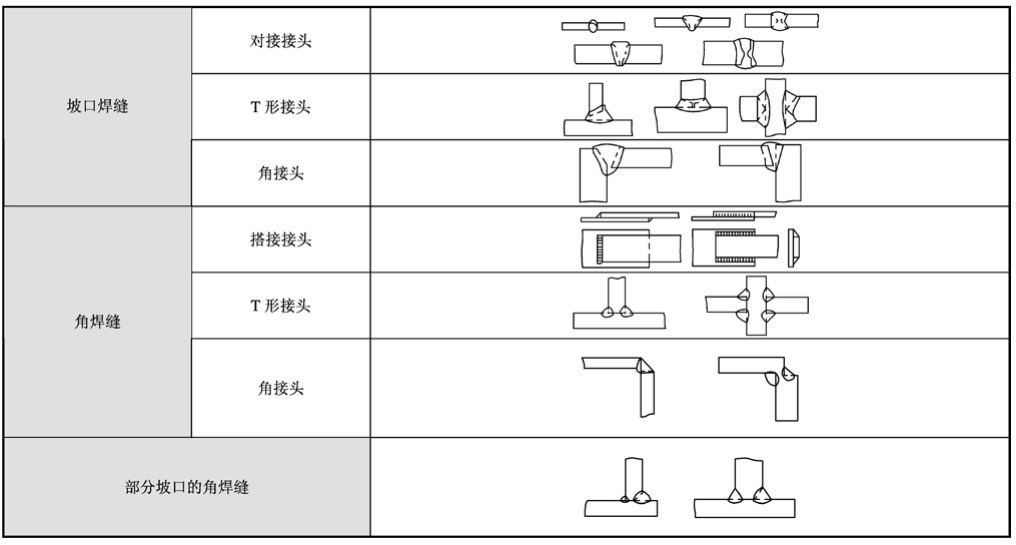
熔焊接头中焊缝类型如表1-3所示。
表1-3 熔焊接头中焊缝类型
设计与选择焊接接头应考虑以下因素:
① 各种焊接接头的特性。
② 接头承受的载荷,有着这样那样截然不同的性质,关于其大小之呈现方面像拉伸、压缩、弯曲、疲劳以及冲击这般种种。
③ 产品结构的形状、尺寸和材质。
④ 焊接变形的控制和施焊的难易程度。
⑤ 接头焊前的准备和焊接所需费用。
2.坡口
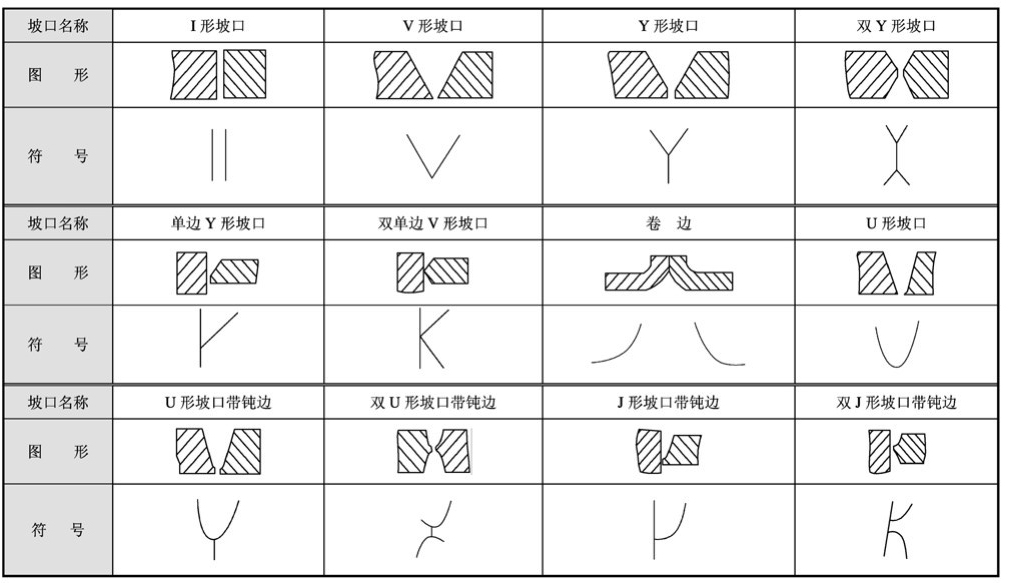
(1)坡口的类型。如表1-4所示为不同坡口类型的图形和符号。
表1-4 坡口的类型
(2)坡口各部位的名称。坡口各部位的名称如图1-3所示。
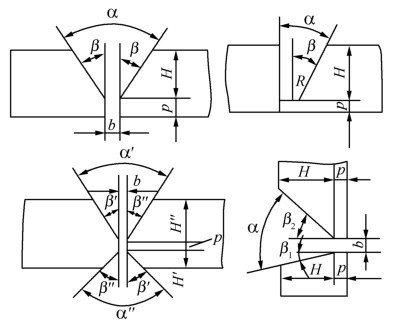
α,α′,α″,这是坡口角度;β,β 1,β 2,β′,β″,这些是坡口面角度。
分别是,H,H′,H″代表坡口深度,p代表钝边高度,b代表根部间隙,R代表根部半径。
图1-3 坡口各部位的名称
(3)要遵循选择坡口形式的原则,鉴于为了焊透等缘故,在选择坡口之际,得考量被焊构件的厚度,得仔细琢磨焊接方法还有选择,还需要关注焊接位置以及焊接工艺过程,除此之外,还应当符合以下这几点要求。
① 填充材料应当是最少的那种,举例来说,在同厚度平板对接这种情况下呢,采用双V形坡口是比较节省材料的。
② 应具备优良的可达性,在不便或者不能进行两面施工的情况下,要挑选V形或U形坡口。
③ 坡口进行加工之时是比较容易的,并且成本是低的。举例来说,V形以及双V形坡口能够采用气割来进行加工,然而U形坡口通常情况下是要采用机械加工的,这样会让成本有所增高。
④ 应利于控制焊接变形。











