
焊件的待焊部位,被加工并装配成一定几何形状的沟槽,这沟槽就是坡口。坡口主要用于焊接工件以保证焊接度,通常情况下是用机加工方法加工出的型面,但在要求不高的时候,也能够用气割来完成。
焊接坡口形式有哪些
因设计所需,或工艺有关因素促使,于焊件待焊之处进行加工,进而装配成具备一定几何形状的一种沟槽,此沟槽被称作坡口。坡口所发挥的功用在于确保焊缝根部能够实现焊透,以此保障焊接质量以及连接强度,与此同时,对基本金属与填充金属的比例予以调整。
用于焊接接头的坡口形式存在着相当多的种类,焊条电弧焊焊缝坡口的基本形式以及尺寸详细情况可在GB985—88中进行查看,埋弧焊焊缝坡口的基本形式详细情况则需在GB986—88中去查看,焊接接头所具备的基本坡口形式包含I形坡口、V形坡口、X形坡口以及U形坡口,它的呈现可见于下图,其它类型的坡口能够在基本坡口形式的基础之上发展而来。

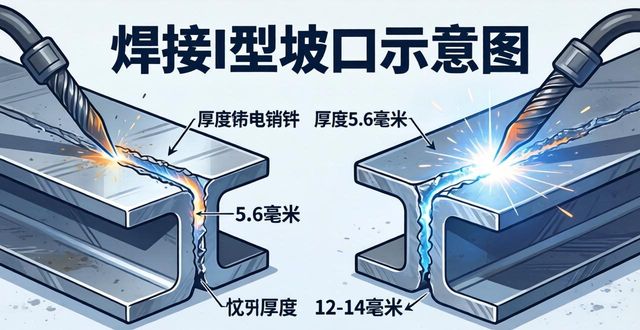
进行较薄钢板焊件对接时会用到I形坡口,采用焊条电弧焊或者气体保护焊来焊接厚度处于5至6mm之下钢板的话能够开I形坡口,要是采用埋弧焊,这个厚度一般能为12至14mm,这种坡口的焊缝填充金属,也就是焊条或者焊丝,是相当少的。
V形坡口,其形状简单,加工便利,属于最常用的坡口形式,焊接时为单面焊,无需翻转焊件,然而因是单面焊,焊后易于朝着一个方向变形,因而在必要之时,应采取反变形措施。
X形坡口,当钢板厚度处于12至60mm这个范围时能够采用。X形坡口跟V形坡口相比较,在厚度一样的情形下,能够让焊缝金属量减少大约二分之一。并且因为是双面焊,所以焊后残余变形比较小。
厚度较大的钢板焊接会用到U形坡口,U形坡口属于U形接口,当焊件厚度一样时,对于大厚度钢板,U形坡口的焊缝填充金属相比V形、X形坡口要少很多,并且焊件产生的变形也小,不过这种坡口加工起来比较困难,一般用于重要的焊接结构,U形坡口包含带钝边U形坡口、带钝边J形坡口(单边U形坡口)、带钝边双U形坡口等,留钝边能够防止根部焊穿。
焊接坡口的几何尺寸
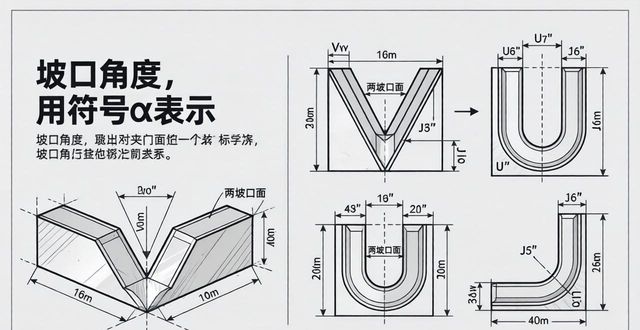
坡口角度,是指两坡口面之间所形成的夹角,此夹角被称作坡口角度,它用符号α来表示,情况如下所示图:
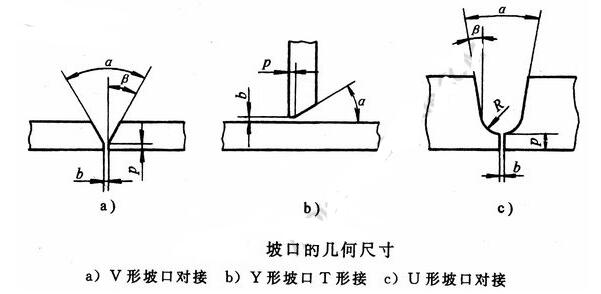
存在这样一种角度,这种角度叫做坡口面角度,该角度是那些待加工坡口的端面和坡口面之间所具有的夹角,被称作坡口面角度。当进行开一种单面坡口操作的时候,这里的坡口角度是等于坡口面角度的;当开展开双面对称坡口操作时,此时的坡口角度是等于两倍的坡口面角度的。而这个坡口面角是用符号β来表示的。
焊件装配好后,焊缝根部通常会留有间隙,此间隙,有时是因装配所致,有时是特意留存,在单面焊双面成形操作里,要留意留有一定间隙,以便于焊接打底焊道时能将根部焊透,根部间隙由符号b表示。
钝边所具有的作用,乃是用于防止焊缝根部出现焊穿的情况,钝边究竟要留出多少,这是依据焊接方法以及所采取的工艺存在差异而有所不同,钝边的尺寸是通过符号p来进行表示的。
根部半径,是指在J形根部的半径,它被称作根部半径,此半径位于U形坡口底部,其用符号R表示,就如上图呈现的那样。根部半径具备这样的作用,它能增大坡口根部区域的空间,进而让焊条或者焊丝,在考虑到焊嘴尺寸所产生的影响的情况下,得以伸入根部所拥有的空间,以此来促使根部达成焊透的效果。











