
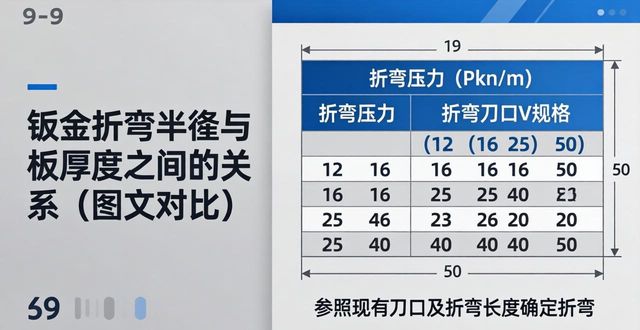
存在于钣金图纸里有待要求规定的数值,便是钣金折弯半径,此数值在实际进行加工期间,很难去明确究竟有多大。实际上,钣金折弯半径同料厚、折弯机压力以及折弯模具下模槽宽存在一定关联。具体是何种关联,今天我们要对其展开研究:
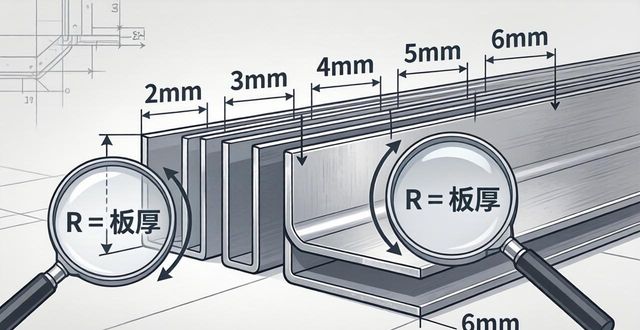
在实际钣金加工里,由经验能够得出,当一般板厚不大于6mm时,于折弯这个操作过程当中,钣金折弯的内半径是能够直接把板厚尺寸当作半径来使用的。
当板的厚度大于6毫米,同时小于12毫米的时候,板内部的折弯半径通常是板厚的1.25倍到1.5倍。板厚不小于12毫米的情况下,板内折弯半径一般选取2倍至3倍的板厚。
折弯半径是R等于0.5的情形下,一般的钣金厚度T是0.5mm。要是有大于或者小于板厚的半径尺寸需求,得用专用模具去加工。
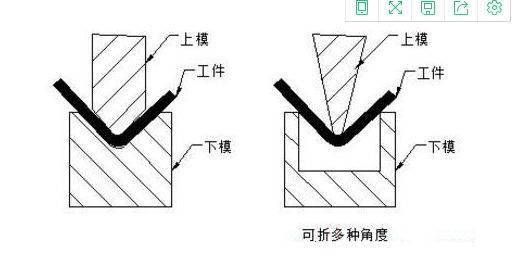
当当钣金图纸对板材提出折弯90°要求时,且折弯半径甚小之际,应当采用先对板材进行刨槽加工,而后再实施钣金折弯的方式。并且还能够对特殊的折弯机模具之上模以及下模予以加工。

钣金折弯半径与折弯模具下模槽宽的大小有一定关系。
大量钣金加工的相关实验表明,折弯模具下模槽宽和折弯半径的大小存在特定关联,举例来说,针对1.0mm的板材,运用8毫米的槽宽实施折弯操作,在理想状况下,所压制出的折弯半径为R1。
要是采用20毫米的槽宽去进行折弯,鉴于折弯之际上模都是朝着下方运动,致使拉伸板材深度得以达到一定的角度。我们清楚,20毫米宽的槽面积相较于8毫米宽的槽面积更大,当运用20毫米宽的槽来折弯时,拉伸面积会变大,与此同时R角也会增大。
所以,当对板材折弯半径存在要求,且不会损害折弯机模具时,那我们尽可能用窄槽去折弯。通常状况下,建议依照标准的板厚与槽宽成1:8的比例来开展操作。最小限度不能小于板厚与槽宽成1:6的比例去操作,钣金折弯可稍微小一点,不能小于板厚与槽宽的1:4的比例去操作呀。在此建议,请在强度许可的情形下,优先运用先刨槽再折弯的办法,以此去制作小的钣金折弯半径。
钣金加工折弯半径,与材料厚度相关,还和折弯槽口宽度相联系,有一种较为简单方便但比较粗糙的方法,那就是:
当一般板厚不太于6mm之际,于折弯之时内弯曲半径能够径直把板厚尺寸当作半径,当板厚大于6mm且小于12mm之时,板内折弯半径通常是板厚的1.25倍到1.5倍,当板厚不小于12mm之时,板内折弯半径一般选取2倍至3倍的板厚。
下图是折弯机厂家提供的折弯半径、压力、最小折弯高度对应表格
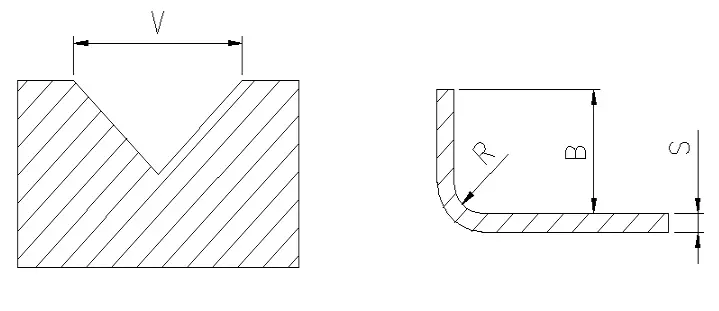
代号解释:
V 折弯槽口宽度
R 折弯半径
B 最小折弯高度
S 板材厚度
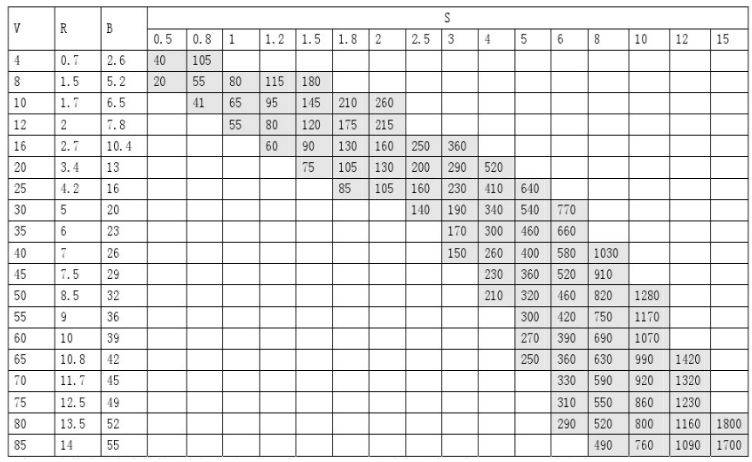
注,表格之内带着灰度这类的数据,那个数据呀它是折弯所要必备的压力.P_kN/m,这可是折弯机所拥有的最大压力,现在,有着折弯刀口中的V等于12、16、25、40、50这般五种规格,要去参照现有的刀口以及折弯长度来确定折弯。
半径,以便计算准确的展开料长。
某折弯机的压力参数以及折弯槽口宽度,在上面有着相应说明,而在实际应用当中,是要依据自身钣金加工厂折弯机的压力,予以计算使用,同时也要依据折弯槽口进行计算使用。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)
