
第1章 钣金操作基础1.1 钣金加工的工作内容及过程
钣金加工是针对金属板材、型材以及管材开展冷态、热态的分离、变形、装配工作,并且运用焊接、铆接以及螺栓连接等连接形式制作金属构件的加工行为。就其加工方式而言,大多是在基本不改变金属板材、型材以及管材等断面特性这一情形下,针对原材料实施的冷热态分离、成形方面的冲压加工。从其加工技术角度来讲,主要涵盖钳工、冲压、金属切削、焊接、热处理、表面处理、铆接、装配等专业工种或者加工技术。
1.1.1 钣金加工的特点及工作内容
(1)钣金加工的特点
钣金零件主要采用冲压加工技术,冲压加工借助冲压设备提供的压力,利用冲压模具,让金属板料产生塑性变形,进而生产出所需的具有一定形状、尺寸的零件,这种加工方式使得钣金加工具备以下特点。
①可以加工出形状复杂的零件,且生产过程中产生的废料较少。
②产品具备充足的形状精度,产品拥有足够的尺寸精度,产品互换性能良好,产品表面质量较为不错。
③能获得质量轻、材料消耗少、强度和刚度较高的零件。
④加工大多依靠专用的模具,然而模具制造繁杂,成本高昂,所以,唯有在大批量生产的状况下,其生产的零件成本才能够明显降低。
钣金零部件的装配连接主要运用焊接加工技术,焊接加工通过利用热能或压力,或者两者并用,并且以用或不用填充材料等方式,借助两个物体原子间产生的结合来实现永久性连接,所以,钣金加工具有以下特点。
相对于锻件的生产加工而言,钣金构件具备重量轻的特点,于此情形下能实现节省金属材料的效果,并且其加工工艺呈现出简单的特性,凭借该特性能够达成降低生产成本的目的,进而节省生产费用等优点。
②钣金构件历经焊接加工,多数存在加工精度低下的状况,并且焊接变形程度大,故此,焊接之后的变形以及矫正量颇为可观。
③焊接件是不可拆连接,难以返修,所以,得采取合理的装配方法与装配程序,来减少或避免产生废品,大型或特大型产品常常要进行现场装配,故而,应该先在厂内试装,试装的时候适宜用可拆卸连接临时代替不可拆卸连接。
④在装配的过程当中,常常需要经过选配这一环节,还要进行调整,并且要经过多次测量,以及多次检验,才能够确保产品的质量。
冷作钣金加工,是围绕板材、型材、管材等原材料开展的。它包含下料工序,它包含切割工序,它包含成形工序,它包含连接工序等加工,具有自身的加工特色,具有自身的加工特点。所以,形成了自身独特的加工工作内容,形成了自身独特的生产流程,形成了自身独特的操作规范。
(2)钣金加工的工作内容

看懂钣金零件图,这是钣金加工的前提条件,唯有看懂零件图,才能够进一步清晰地分析出零件的结构,知晓构件的形状、组成部分、尺寸以及有关技术要求等情况,进而展开后续的加工操作。钣金零件图,它既是加工工作得以开展的基础,又是产品检验的依据所在,是生产过程里非常重要的技术文件。
②展开放样,是在看懂钣金零件图的情形下,要依据钣金构件的材料种类,以及结构特点,还有形状与尺寸要求,于分析并选择制造工艺的基础之上,经过对所加工构件开展适当工艺处理,像是加放加工余量、确定弯曲构件中性层的弯曲半径等之后,进行必要的计算,对于计算太过复杂的零件,生产中也能够通过试验来决定,接着展开,进而获取产品制造过程里所需要的,用1∶1比例准确绘制的零件全部或者部分的展开图,此展开图就是放样图,还有展开数据,再就是划线或检验样板等。展开放样,属于钣金加工的头一道工序,从根本性质来讲,它同样是制定工艺规程这项工作内容的一部分,而工艺规程是那种规定钣金构件制造工艺过程还有操作方法等的工艺文件。
工艺规程的编制归属钣金构件的生产技术准备范畴,一般是由工程技术人员去负责完成的。然而在不一样的行业、不同规模大小的企业当中,依据构件复杂程度存在差异的状况,工艺规程的编制也有可能会稍有不同,或者会出现由冷作钣金技师、高级冷作钣金工来负责完成的情形。通常来讲普通冷作钣金工对于展开放样往往仅仅需要依据相关的展开放样图等技术文件,去完成对所加工构件展开放样图的划线(号料)工作,还要负责制作样杆、样板等任务。
③生产加工,依据相关的钣金加工技术文件,借助各种钣金加工设备以及工具,运用各种加工方法,其中涵盖热处理、表面处理等,进而制造出符合钣金零件图要求的产品。
平常情况下,钣金加工所具备的基本工序含有矫正的操作,有放样的步骤,存在下料的行为,包含切割的做法,涵盖成形的举措,还有连接装配这一环节(此环节涵盖焊接、铆接、咬接以及螺纹连接等各类方式)等等。按照工序的性质能够划分成备料、放样、加工成形以及装配连接这四大主要部分。并且在切割、成形这些加工方式之中运用最为频繁的是冲压加工。
冲压加工,依据其加工进程里变形性质存在差异,能够划分成分离类工序和变形类工序这两大类。分离类工序,是让冲压件跟板料顺着需的轮廓线彼此分离,进而获取一定断面质量的冲压加工办法;变形类工序,是使冲压毛坯在不出现破坏的状况下产生塑性变形,以此得到所要求的形状、尺寸以及精度的冲压加工办法。
用于分离的工序,关键有冲裁,这里面包涵冲孔以及落料等工序,还有切口工序,再者是切断这个工序,另外有的切边工序,还有剖切工序等,这些工序各自的主要特点是下面这样的句末标点符号。
a.落料,乃是运用模具沿着经过特地设定描绘的封闭轮廓线去冲切板料,进而切下所得那一部分乃是成品工件,而此工序所对应的简图以及模具的简图呈现于图1-1(a)之中。
b.给板料到冲切呀,是借助模具沿着封闭的轮廓线去进行操作的,切下来的那部分是当作废料的,它的工序简图以及模具简图呢,能够参见图1-1(b)。
c.剪断,运用剪刀或者模具,把板料进行沿不曾封闭的轮廓线分离,其工序的简图以及模具的简图,可见图1-1(c)。
d.使用模具沿着并非封闭形状的轮廓,把部分板料进行切开操作,并且还要让其向下弯曲,这一操作所形成的切口称为切口,其工序的简图以及模具的简图则可见图1-1(d)。
e.进行切边操作,要借助模具把工件边缘那些多余的材料依据一定方式向特定方向进行冲切从而使其离体分离,此操作的工序简图以及所运用的模具简图呈现于图1-1(e)。
f.使冲压成型的半成品,借助模具对其进行切开分割操作,从而变为两个或者数个各自独立的工件,此操作即剖切,其对应的工序简图包括模具简图,具体呈现于图1-1(f)。
图1-1 分离类工序及模具简图
变形类工序当中,主要涵盖弯曲工序,拉深工序,成形工序(此工序又包含翻边、缩口、胀形、起伏成形、整形),冷挤压工序等等,各个工序的主要特点是像下面这样的。
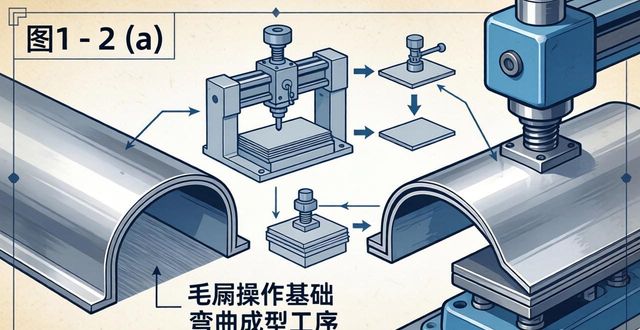
a.发生弯曲,借助模具把板料弯成各类角度以及形状,其工序简图还有模具简图呈现于图1 – 2(a)。
b.利用模具,把板料毛坯冲制成各类开口的空心件,这项操作叫做拉深, 其工序简图以及模具简图如图1-2(b)所示。
c.形成起伏,把板料借助模具部分拉深,使其成为凸起形状以及凹进形状,其工序的简图,还有模具的简图,可见图1-2(c)。
d.翻边,就是运用那种模具,把板料之上的孔或者外缘弄成直壁,其工序的简图以及模具的简图呈现于图1-2(d)这儿。
e.将毛坯的形状界定为空心件或者管状,采用模具来达成让其径向尺寸缩小的操作,此操作被称作缩口,关于它的工序简图以及模具简图可查看图1-2(e)。
f.胀形,是通过模具让空心件或者管状毛坯朝着外部扩张,以此使得径向尺寸加大,它的工序简图以及模具简图显示于图1-2(f)。
g.对于平板件,若其存在翘曲情况,要把它压平;对于成形件,要是有不准确之处,需将其压成正确形状,此为整形,其工序简图以及模具简图可见于1 – 2(g)。
h.进行冷挤压操作,让金属顺着凸、凹模之间的间隙或者凹模的模口流动,借此使得原本的毛坯转变成为薄壁空心件,或者是横断面不一的半成品,它的工序简图以及模具简图如图1-2(h)所示。
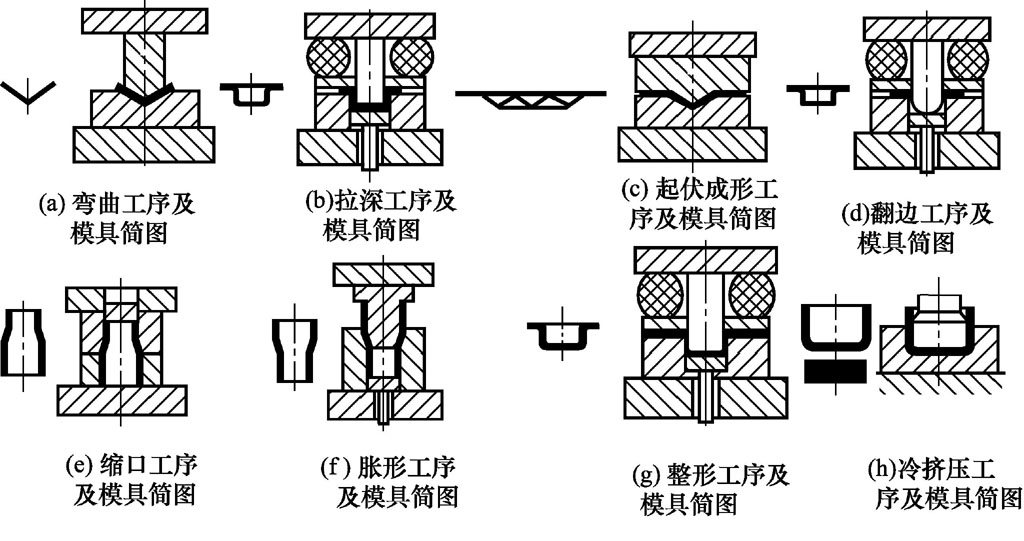
图1-2 变形类工序及模具简图
其中,钣金加工里,应用最多的冲压加工工序,主要是冲孔,还有落料,以及切口,包括切断,还有切边等分离类工序,另外还有弯曲,以及拉深,还有翻边等成形类工序。
(3)后续涂装及检验
完成生产加工的构件,常要进行后续涂装处理,涂装主要有电镀、喷漆等,其目的是提高构件表面的防腐、耐磨、装饰等功能;而为保证构件各加工工序及出厂成品的质量,还必须执行严格的检验制度,检验制度包括加工者本身的自检及专职检验人员的专检。
1.1.2 钣金加工的工艺流程及工艺规程
这是一种围绕着型材、板材以及管材等原材料展开的加工,它涵盖了下料、切割、成形、连接等工序,有着自身独特的加工特色,所以,形成了与众不同的工艺流程,还有操作规范。
(1)钣金加工的工艺流程

钣金加工的工艺流程是指,在生产过程里,按照一定顺序,逐步改变零件的形状,改变零件的尺寸,改变材料性能,或者进行零部件的装焊等,一直到制造出合乎形状以及尺寸要求的钣金件所开展的加工全过程,对于一个较为复杂的结构件,其生产加工一般需要经过材料准备,展开放样,切割坯料,成形,及装配等诸多工序内容才能够完成,又因为冷作钣金加工常常与焊接,金属切削,热处理,和检验等工艺相结合,形成完整的产品制造过程,所以,其加工工艺流程常常包含上述加工工序内容,如图1-3所示。
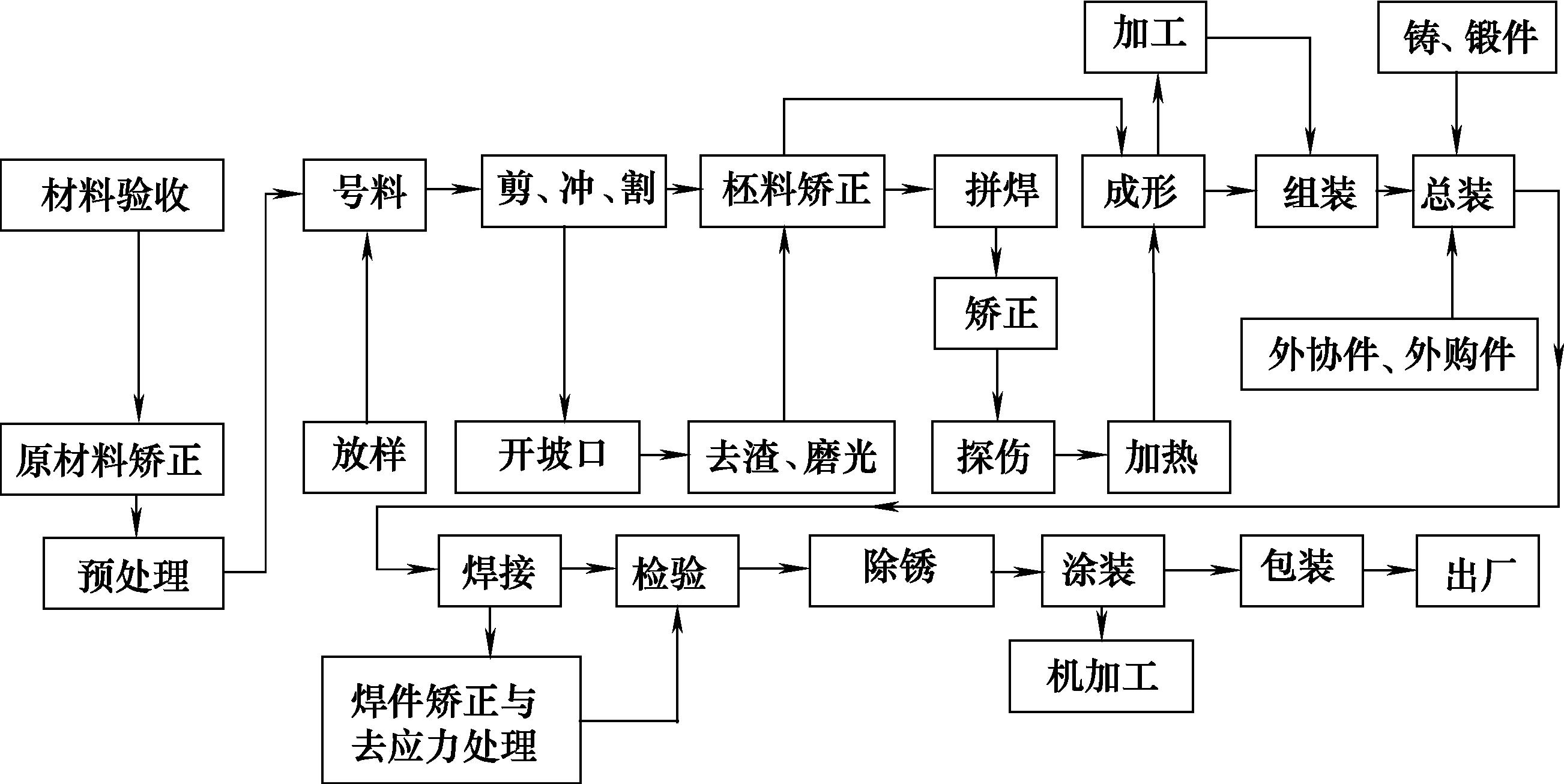
图1-3 钣金加工的工艺流程
有这样一种文件,它是指导整个零部件加工流程的重要技术文件,它能组织和管理生产加工,它对于不在同一个车间甚至不在同一个工厂里头完成的零件加工而言,它还是各车间工序流转的重要依据,它更是厂际间分工协作的重要依据,它也是相互衔接配合的重要依据。
鉴于工艺流程乃是针对构件里的每一个零部件,从原材料起始直至整个构件达成所规定必须经由的整个路线,故而其亦被称作工艺路线。
(2)钣金加工的工艺规程
工艺流程对零件加工流程予以规定,不过具体的加工内容是凭借工艺规程实施指导以及实现控制的。
工艺规程是由工艺技术人员拟订,拟订时要依据产品图纸要求,考虑该工件特点,顾及生产批量,结合本企业现有设备和生产能力等,在几种可能工艺方案中进行周密综合分析与比较,之后优选出一种技术可行、经济合理的最佳工艺方案,它作指导零件生产过程的技术文件。在技术文件里头,指明了该零件所采用的毛坯,以及它的加工方法、确切的加工尺寸,各道工序的特性、数目、次序和质量规定,各工序所运用的设备型号、规格,各工序所使用的加工工具,像辅具、刀具、模具等的样式,各工序的质量要求以及检验办法和要求等等。
工艺规程于具体应用之际会有不一样的呈现,通常来讲,针对一个大型且复杂之钣金结构件,钣金工通常得在和电焊工以及起重工等专业工种相配合的状况下才能完成,而对于通过采用诸如压力机、油压机等压力加工直接达成的加工技艺,常常被称作冲压工艺;对于依靠焊接加工来开展构件组装的加工技艺,则常常被称作焊接工艺,然而对于在组装加工里既要实施机械加工,又由焊接、铆接等加工技艺共同构成之时,就直接被称作装配工艺,其中,较为常用的形式乃是工艺过程卡片。不管是格式具体的不同,不同公司有差异,不过所涵盖的内容大致一样,主要涵盖产品的名称,产品的型号,零件的名称,材料的牌号,材料的规格,材料的件数,工序的顺序号,工序的名称,工序的内容,还有完成各工序所运用的工艺设备等。
所示零件,就是图1 – 4呈现出来的,是某企业产品上面的锅炉前管板,而图1 – 5呢,它是该零件的工艺过程卡片。
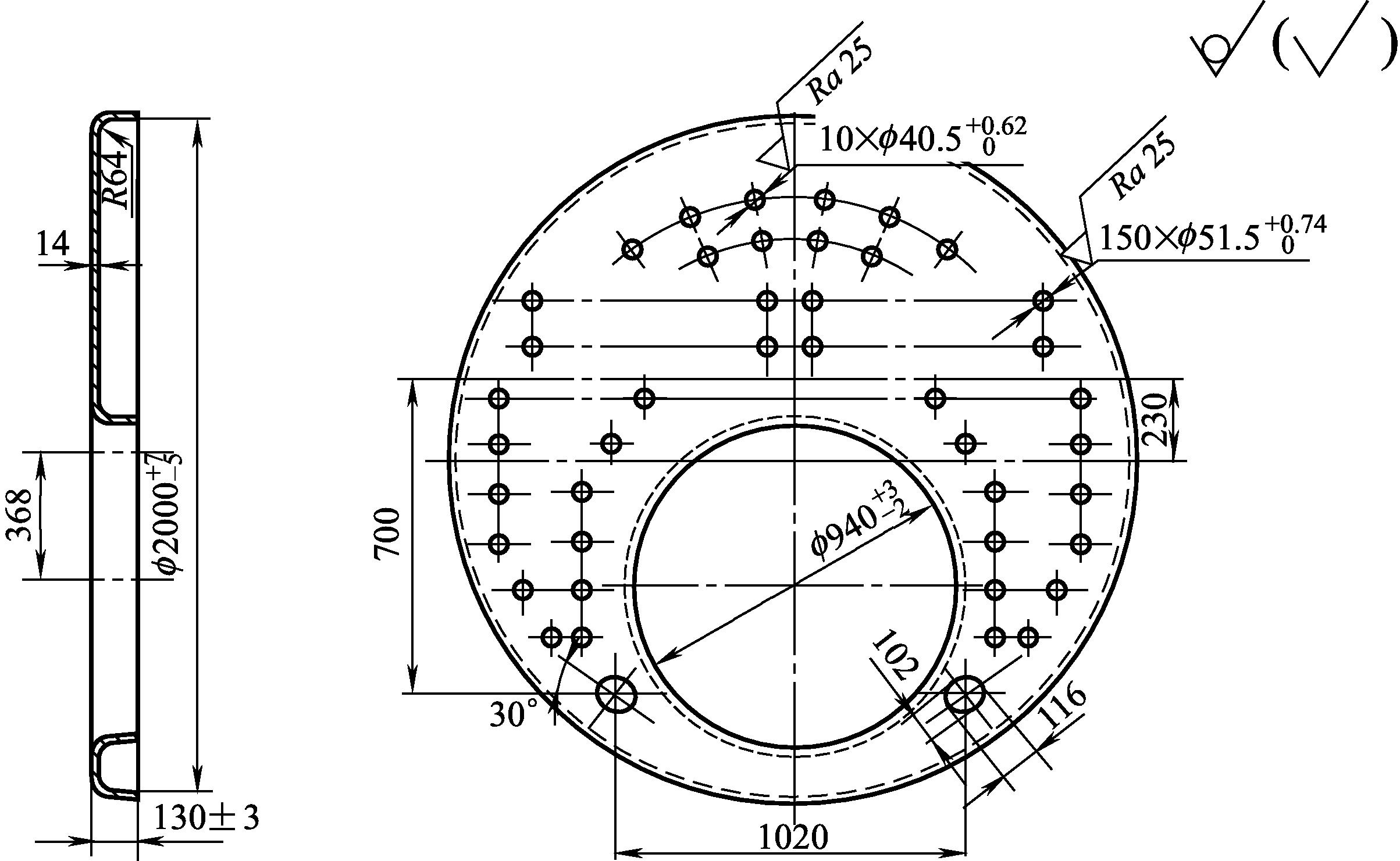
图1-4 锅炉前管板
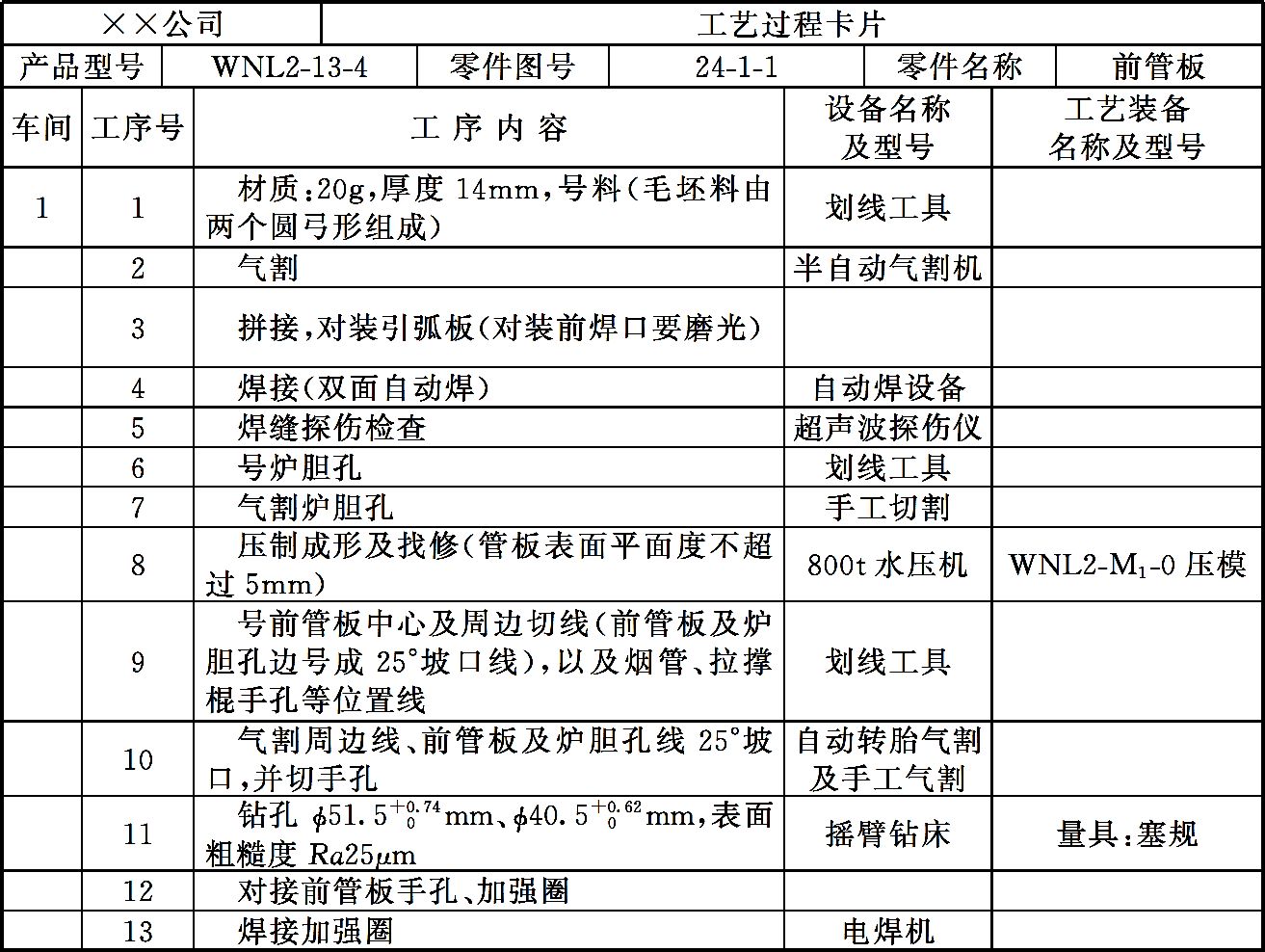
图1-5 前管板工艺过程卡片
工艺卡片里,针对模具以及量具(检具、样板),采取代号管理方式,其目标在于,能够方便模具及量具生产,满足技术管理方面的需求。
通常来讲,针对全部钣金件的加工工艺而言,它常常并非是由一个下料、冲压车间来完成的,好多零件还可能会穿插机械加工、热处理、表面处理等,跨车间、跨部门的作业指导是由其相应的工艺规程内容予以控制的,然而在不同的行业当中,尤其是在加工专业技术要求不高、复杂程度不高的钣金构件之际,也常常编制一份综合性的工艺规程便能够指导生产。








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)
