摘要:钣金零件下料数据,是经软件计算等办法得出的初始下料数据,用于零件的外缘切割等。在钣金零件展开数据下料的设计进程里,受到材料、弯边高度、成型工艺等诸多方面的影响,下料成型后的零件与零件理论模型存在差异。为解决这些问题,设计展开数据时不得不人工添加补偿,可如此又会导致材料浪费。先对某机型飞机科研生产过程里展开的数据去分析测试啊,之后提出创新性设计方案,接着使之改进,再落实到实际生产当中,以此来指导设计去展开下料数据。
1概述
在现代飞机制造行业里,钣金零部件种类繁多,数量庞大,结构繁杂,故而飞机的钣金零部件加工精度有着极高的要求。钣金加工技术的进步,对于提升飞机性能,加速飞机产品的发展具备极为重要的意义。目前阶段,展开样板作为一项经济且便捷的实用技术,在钣金零件制造中被广泛应用,虽说存在个别样板偏差的状况,然而在较长的一段时期内,依旧会持续发挥重要作用。把展开样板当作技能难点,展开下料数据的设计,已然成了飞机制造技术里迫切需要去攻克的难题 ,所以,对展开下料数据准确性加以研究是必然要做的。
传统的钣金展开下料数据,主要源自 CATIA 软件钣金模块展开,以及钣金下料数据计算,还有展开件校正展开数据等方式,考虑到延展性及材料流动特点等要素,最终所得到的展开数据,存在一小部分在下料后致使展开料尺寸不足的情况,从而造成零件报废。为解决这些问题,在设计展开数据时,不得不人为地添加补偿,然而这样做又会造成材料浪费。本文会对传统的设计方法展开分析测试,深入研究展开下料数据的设计方法,以此为之后的展开数据设计奠定扎实的基础。
2导致下料数据尺寸不足的因素分析
2.1几何形状特殊的位置易缺料
利用CATIA钣金模块展开数据设计,得以展开,之后,于一些几何形状特殊之处,较易出现缺料之情状,像图1所示,其外形线曲率甚为巨大,零件于成形的进程之际,弯边两侧因受圆弧外形线张力的作用,需靠人为添加补偿,然而,此种补偿并无具体详尽的设计规范,大略都是设计员凭借往常的经验予以设计,所添加之补偿一般秉持“给大不给小”的准则,最终导致材料出现极为大幅度的浪费。
2.2腹板带下陷(加强窝、加强槽)的零件展开下料数据分析
带有下陷(加强窝、加强槽)的部分钣金零件,其腹板存在这种情况,并且弯边也不符合规范,在设计展开数据的时候,通常会在下陷(加强窝、加强槽)的附近出现缺料的现象,由此得到的展开数据普遍偏小,进而致使成型后的零件小于理论数模,最终造成不必要的报废。

2.3机加模块设计的钣金零件展开下料数据分析
由于理论曲面曲率较大,或者结构较为复杂等缘故,为了确保效率以及模型精准性,零件模型尽管属于钣金零件,然而在设计初始阶段常常采用的是CATIA机加模块进行设计。在设计展开下料数据之际;使用中性层曲面展开的方式所获得的数据通常偏大;偶尔会出现曲面扭曲的状况;零件成型之后还需要进行补加工处理;这严重影响了零件的生产周期。
2.4毛料件校正展开数据偏差分析
有些零件,因为用于展开下料的数据,其准确性欠佳,所以需要进行校正,然而校正之后所得到的毛料件尺寸,竟然比原来展开下料的数据尺寸还要不准确,虽说不会出现缺料的情况,但是准确度实在很低,这就致使校正后的展开下料数据同样存在着偏差,并且大量地供应毛料件,对零件生产的周期造成了严重的影响。
2.5销钉位置不合理导致零件成型时变形
有部分零件模型其几何形状并非复杂,然而,因设计时增加的销定位置存在不合理之处,所以无法有效地控制零件在成型过程中因外力而引发的零件变形,像这样设计所得的展开下料数据即便准确性再怎么高,也不能够保证零件的精度。
3高精度下料数据的设计方案
为了将新的设计方案予以说明,列举了几个典型的零件,从不同的角度出发,来对设计的思路以及方法予以阐述。
3.1以固定补偿方式保证展开下料数据的准确性
应用钣金模块展开设计得出的展开下料数据里,针对存在缺料的部位运用固定补偿设计手法,在除掉我们已经做了标准设计规范的下陷补偿之外,另外存在腹板补偿,还有弯边补偿。
3.1.1弯边补偿
这类补偿主要是针对凹弯边零件设计其展开下料数据,就如图1所示的零件模型,该模型上下两侧属于凹弯边,它弯边端头的地方容易出现缺料的情况,历经大量的实践以及反馈后,我们收获到一种全新的弯边补偿设计方法。当利用应用模块展开之后,于凹弯边两侧往外延伸弯边补偿L(这里L等于1/4弯边高度),这般能够确保生产要求得以满足,并且不需在后期进行补加工。
图1
3.1.2腹板补偿
主要针对腹板带下陷(加强窝、加强槽)的零件模型进行此类补偿,首先,设计此类零件销钉孔时,要尽可能将其设计在腹板下陷区域(加强窝、加强槽处)附近,而非零件端头,以便用销钉定位,从而减少零件成型过程中的变形,另外,在腹板展开数据设计完成后,要在零件缺料两侧额外增加腹板补偿L(L等于1/3下陷深度、加强窝深度、加强槽深度)。
3.2以线性连接的方式设计高精度展开下料数据
对于机加模块所进行设计的钣金零件模型,可依据弯边角度存在的差异,把弯边区分为几段,接着分别去设计展开数据,随后将设计完毕的展开数据实施线性连接,再次连接使其成形,从而获取展开下料数,之后经过试验对比,按照这种借助此方法来开展针对其设计的展开下料数据进行下料的零件,在成型之后与胎线完全契合符合,如图2。
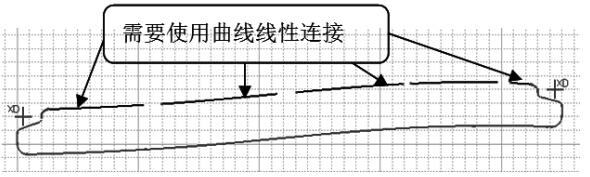
图2

3.3减少毛料件的申请,按展开数据合理增加补偿提高展开精度
历经跟生产厂工作者交流协调,还有做大量试验,能够借由依照理论去展开数据,增添补偿的办法来提升展开效率数据的精准度,补偿办法里头,弯边端头增添 L(L 为弯边高度),弯边方向再增添 H(H 是弯边 R),这既能避免缺料,便利零件加工,又可缩减零件生产周期,确保生产任务节点。
3.4合理添加销定位置以确保零件精度
零件销钉的添加,务必要做到合理,要符合生产应用,需对零件端头处等特殊结构进行有效控制,以防在零件成型时,因受到外力挤压进而引发变形。
4结束语
该文针对常规类型钣金零件展开下料偏小这一问题展开分析,借由多方测试与实验,运用固定补方式、线性设计方式、提高毛料件方式以及合理化添加销钉等技术方法,针对解决上述问题开展了基础试验与初步应用,当前已在生产实践里于改善钣金零件展开下料数据精准度问题方面收获了显著成效。此文章源于御云钣金软件,更多详细信息请点击:








![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)