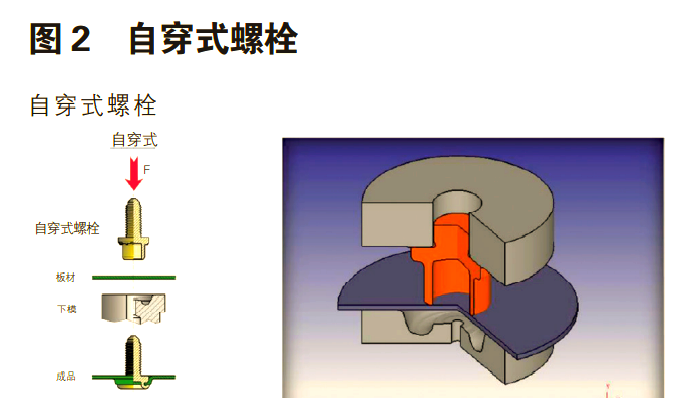

铝合金车身紧固件,按材质划分,可分成钢制、铝制这两大类,和车身的连接方式,主要分为机械连接、焊接这两类,钢制有钢制连接特点铝制有铝制连接特点。在机械连接里,自穿式螺栓、螺母具有一定地位,这种标准件,凭借其特别的端部翻边结构,能够穿过板材,和板材构成稳固互锁结构,其冷成型工艺,让板材不用预先打孔就能达成紧固。自穿式标准件,能承受标准力矩,具备良好密封性,虽说其成本相对较高,然而恰好是这些优点,使其在厚度小于0的薄壁铝板件中表现出色。在埃安LX车身那儿,前壁板所在区域以及地板区域,自穿式螺栓的应用实例,极为充分地展现出了它那广泛的适用特性。有一种说法是,自穿式标准件属于铝合金车身铝冲压零部件紧固方面理想的选择。
![图片[1]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_0.png)
![图片[2]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_1.png)
2 铆接
压铆又或者是自扣紧,此二者也被叫做铆接,它是一种借助法向或者径向结构同板材互锁的标准件连接方式,它主要涵盖齿状互锁压铆以及折边互锁压铆这两种类型,这种连接方式于铝合金车身的冲压件、挤出件以及铸造件等各类零部件上均有着广泛应用,接下来,我们会分别介绍这两种常见的铆接标准件。
首当其冲,齿状互锁压铆标准件借由其根部呈现的齿状结构,同开孔板材的圆柱面展开挤压操作,进而塑造出过盈配合的互锁结构,达成与板材的连接。其结构形式展现于图4以及图5所列。该工艺涵盖上件配合、施作用力以及合模成型这三个关键步骤。此类压铆标准件具备结构简单、成本低廉的特性,并且下模仅需一个平面便可完成制作。然而,它存有推出力较小的局限,所以更契合开口截面且精度要求不甚高的安装点。针对关键硬点,建议审慎挑选使用。
![图片[3]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_2.png)
![图片[4]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_3.png)
折边类互锁压铆标准件
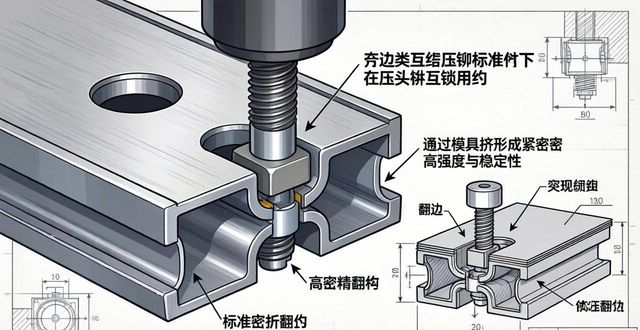
有一种折边类互锁压铆标准件,其连接是这样的原理,标准件底部有翻边结构,开孔板材面在压头作用下,借助模具挤压,让翻边折弯且相互嵌套,进而形成稳固互锁结构。它的结构形式像图6和图7展示的那样。这个工艺流程含有三个关键步骤,分别是上件配合、施加作用力以及合模成型。这类压铆标准件有特点,就是推出力强大且连接性能可靠,不过,它的结构比较复杂,制作成本也相对高些,还需要特定下模配合成型。因此,它通常被应用于关键硬点或重要安装点的连接。
![图片[6]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_5.png)
![图片[7]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_6.png)
压铆螺母以及螺栓,在埃安V车型门槛那儿,还有前防撞梁连接板上的具体应用,被图8展示出来了。这类属于压铆类的标准件,由于其连接方式独特,并且性能优异,所以在各种铝合金车身部件的连接里面,被广泛应用了。
![图片[8]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_7.png)
3 拉铆技术
拉铆,是一种别具一格的连接方式,借助标准件头部拉压变形发生膨胀,与端部法兰面共同发挥作用,把板材开孔的上下部分紧紧夹住,进而构建起稳定又可靠的连接。这项技术在各类金属板材、管材的紧固领域得以广泛运用,尤其是在铝车身上,其具备更为突出的优势。它的结构形式能够参照图9以及图10。
![图片[9]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_8.png)
![图片[10]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_9.png)
拉铆标准件工艺流程有四个关键步骤,分别依次是,自动上料,插入安装孔,进行拉铆操作,以及最后的反转旋出,这一流程如图11所示,拉铆技术因结构简洁,连接稳固,装拆便捷,以及单向操作等显著优点而闻名,然而它也存在一定不足,主要是部分拉铆标准件端部法兰面会超出板材平面,这在一定程度上影响了安装件与车身板材的直接贴合。

拉铆螺栓被广泛应用于铝合金车身型材、铸件以及薄壁件等领域,螺母同样在这些领域有广泛应用,它们为管路、线束以及饰件附件等重要部件,提供了稳固的安装结构。在蔚来ES8等车型上,拉铆类标准件,已广泛应用于封闭截面的铝型材,同时也应用于开口截面的铸铝零部件。
![图片[12]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_11.png)
![图片[13]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_12.png)
焊接技术
铝焊接螺柱
一种焊接方法叫铝螺柱焊,此方法是把铝合金螺柱的端部,同铝板件表面进行接触,之后借助通电引弧令接触面熔化,接下来给予螺柱恰当的压力以完成焊接,其结构形式如图13所示。
![图片[14]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_13.png)
冲压铝板方面,若要固定线束、管路等卡接结构,铝螺柱焊是个选择,它有低成本、快捷灵活的特点,但其连接强度相对较弱。铝螺柱焊与钢螺柱焊相比,同类型同规格下,铝螺柱焊的连接强度稍差。铝螺柱焊的工艺流程有上件、预紧、熔合及退出四个关键步骤。在汽车制造领域,像捷豹XE等车型,铝螺柱焊有广泛应用,充分体现其在铝冲压板部件连接上表现卓越。但因为连接强度相对弱,所以更适合上述卡接结构连接。
![图片[15]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_14.png)
其他类型连接方式
螺纹套

螺纹套属于一种标准件,它借由外螺纹跟铝合金铸件相啮合,并且,它的内部螺纹给外部连接件提供了能啮合的螺纹;这种结构形式像图15展示的那样;螺纹套达成了低强度金属材料的高强度连接,其可行性通过40多年的使用实践得以验证;另外,螺纹套由优质不锈钢材料制成,当它安装并嵌入车身铸铝部件后,会形成一个稳固的内螺纹;在有需要时,可以在预设的断开点也就是切口处轻松地断开安装尾柄。
有螺纹套,它被分为普通型以及自锁型这两种类型。普通型的螺纹套,其线圈是以精确成型的菱形截面来进行卷绕操作的,借助这样的方式,打造出了一个可供两侧使用的标准且适用的内螺纹。至于自锁型螺纹套,它是在拥有普通型螺纹套相同技术优势的前提条件下,进一步增设了一个螺纹锁定区域。这个区域是通过多边形线圈的一匝或者多匝这样的设计,将安装螺丝的螺纹牢固地固定住,以此来达成螺丝的稳定锁定。
![图片[17]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_16.png)
螺纹套在汽车制造里起着极其关键且重要的作用,它们被广泛应用于铸铝件之中,为副车架等底盘硬点提供稳固安装点,为动力电池提供稳固安装点,为车身本体等核心部件提供稳固安装点。以蔚来ES6前纵梁接头处的应用作为例子,螺纹套给纵梁接头和门槛之间的连接加强板提供了不可缺少的安装支持。
除此之外,铝合金套筒螺母还是汽车制造之中的关键部件,它们一般采用7系特制铝制作而成,里面含有精密螺纹,拥有出色的连接强度,依据两倍螺纹长度的设计,这些螺母可以满足PC10级的承重需求,借助冷连接技术,套筒把型材的两个端面严实连接起来,致使它们能够一起分担负载,其详细结构能够参见图17。
![图片[18]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_17.png)
靠其连接性能靠谱的铝合金套筒螺母,有着高力矩承受能力,装配简便,在汽车制造里起着不可缺少的作用。可是,它们有不足,成本比较高,应用要和型材梁截面尺寸匹配。这些螺母主要用于铝型材车身部件关键安装位置,像副车架、悬架、电机总成、动力电池等核心硬点,还有安全带安装点。拿图18来说,铝合金套筒螺母在凯迪拉克CT6前纵梁上应用,给副车架提供了稳固安装支撑。
![图片[19]-铝合金车身紧固件分类及特点详解-铆焊老刘铆工焊工笔记](/wp-content/uploads/2026/05/1779503111135_18.png)