盾川铆钉枪去铆钉:赋能汽车制造与维修,解锁高效无损拆卸新范式
在汽车产业向轻量化、高精度、高效化升级的当下,铆钉作为车身结构、零部件连接的核心紧固件,其拆卸作业贯穿汽车制造与维修全流程。无论是制造环节的返工返修、零部件调整




12mm钢板V型对焊怎么焊接坡口角度60-70
12mm钢板V型对焊怎么焊接坡口角度60-70当进行12mm钢板V型对焊时,推荐的坡口角度范围是60至70度。这意味着在钢板对接处,每一侧需要分别加工出30至35度的坡口。这样

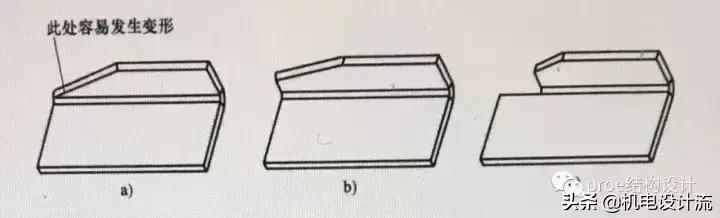
钣金折弯设计要诀,这就是钣金设计界的武功秘籍
为了降低折弯力和保证折弯尺寸,钣金模具制造商采用的另一种办法是在折弯工序之前预先增加压线工艺,当然,这样的设计会造成钣金折弯强度相对较低和容易断裂等缺陷一般来说