

通常所说的多层焊,是在焊接进程里,运用多个焊接层去填充焊缝,借此达成所需的强度、韧性以及整体性能。多层焊一般适用于较厚的金属材料或者重要的结构件。多层多道焊接技术是,在焊接厚度较大或者较厚的焊缝之际,把焊缝划分成多个层次,每一层又进一步分成多道焊接,依照特定的顺序逐层逐道地进行焊接,最终实现整个焊缝的完成。这种方法常常被用于钢材、铝合金以及其他合金的焊接,以此保证焊接质量能够符合各种工业标准。
这个技术的原理的要点在于,要通过分层分道施焊的方式,去把每次焊接时的热输入量给控制住,进而让焊接应力的分布变得更加均匀,以此来减少焊接变形以及残余应力。层间的热循环能够有效地消除部分残余应力和组织缺陷,还能提高焊缝的力学性能以及抗裂性能。随后进行的焊道会对前一焊道以及其热影响区再次去加热,这样可以让加热区的组织和性能都发生相变重结晶现象,进而形成细小的等轴晶,最终改善焊缝金属的塑性以及韧性。
焊接工艺与技术播报
制作多层多道焊缝,要开展坡口设计,给焊缝确定适宜的坡口形状,以此方便熔池形成与填充,常用的坡口设计有V型、U型等,具体形状是依照材料厚度以及焊接位置来定的。焊接参数得按照焊接材料的类型还有厚度来挑选与设定,较厚的材料需要较高的电流和电压,与此同时控制焊接速度,从而保证熔池形成均匀,并且防止出现缺陷。

焊接过程控制有着要求,要求焊接枪角度得同工件之间维持倾斜角度处于5至15度范围里头,并且要将焊枪的移动保持均匀。多层同时有多道的焊接应当依照合理顺序去开展,一般常常建议是从下往上逐层来焊接 ,对于具备不同焊脚尺寸的角焊缝而言,当焊脚尺寸是10至12mm的时候一般是用两层三道来完成,当焊脚尺寸大于12mm的时候能够采用三层六道等方式,并且要运用直线形、斜圆圈形等不一样的运条方法。
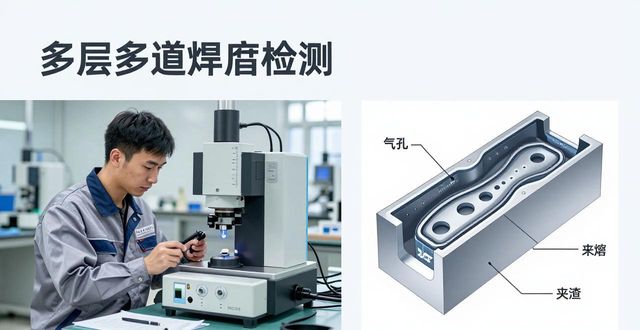
每层焊缝焊完后,要及时清除焊渣、焊缝表面缺陷以及飞溅物,一旦发现有影响焊接质量的夹渣、气孔、裂纹等缺陷,需彻底清除后才可施焊。与此同时,要加强对层间温度的控制,在连续施焊进程中,应检验焊接的母材温度,以使层间温度尽量和预热温度保持一致,焊接时间不宜过长,倘若遇到焊接中断,应采取后热、保温措施,再次施焊时,重新预热温度应适当地高于初始预热温度。
进行多层多道焊时,要遵循核心焊接原则,这其中涵盖确定合理的焊接层数,还要确定合理的道数,要对焊接参数进行合理选定采用适当的焊接顺序,需对焊接材料进行选择,也要对工艺进行选择,并且要采取焊后处理措施。
设备与自动化播报
跟着焊接自动化跟智能化的进展,多层多道焊接已普遍利用机器人、专用自动化装备以及视觉传感技术,来提升焊接质量、一致性还有生产效率。

机器人焊缝跟踪系统能够达成激光视觉二维检测、非接触式三维跟踪,达成机器人跟控制系统的实时通讯以及焊缝跟踪、焊缝寻位等功能,比如,发那科自适应多层多道焊接系统能够达成第一层打底焊接并自动留存运动轨迹,后续层在第一层所记录的轨迹上开展偏置或摆焊。
圆周多层多道焊缝的自动焊接专机,是种通过改变焊件的角度,以及位置,来达成机械化、自动化焊接的焊接配套设备。在此过程中,点激光会进行扫描,从而确定工件的位置和角度。接着,机器人会夹持焊枪,抵达焊缝的位置,凭借接触传感功能的配合,先确定焊缝的起始焊点。在焊接时,采用摆动焊接的方式,电弧跟踪系统会跟踪电弧的变化,自动修正轨迹,以此消除工件本身的误差,以及焊接过程中产生的焊接变形所造成的影响,进而保障焊接质量,极大地降低焊工的劳动强度,并显著地提高生产效率。
有一种基于带激光的 CCD 视觉传感器的多道焊接缝轮廓参数高效自动检测系统被提出来了,开发的图像处理程序涵盖阈值处理、图像去噪、图像中心线提取、直线拟合以及特征点识别,此检测系统能够为缝跟踪供给准确信号,这对于提升厚板焊接的质量和自动化有着重大的意义。
质量控制与检测播报
对焊缝进行无损分析检测,那可是确保焊接结构完整以及安全服役的关键技术,在不损害被检对象使用性能的情形下,借助物理方法去探测焊缝内外部或许存在的各类缺陷,还要评估其几何特征、性质以及分布状况,从而为结构安全评定、寿命预测以及工艺优化提供科学依据 常用的无损检测技术涵盖超声波检测、X射线检测等项,是用来检查焊接接头内部缺陷的。
检测范围包含焊后检验阶段,产品出厂前最终检验阶段,安装现场组对焊缝检验阶段,在役设备定期检验阶段与抽查阶段等多个阶段。检测项目有内部面积型缺陷检测项目,以及焊接工艺适用性验证项目,比如说针对不同焊接参数之下焊缝成形情况与内部质量情况进行对比分析。
当下,焊缝无损分析检测技术正朝着智能化方向发展,还朝着集成化方向发展,且朝着定量化方向发展,基于人工智能的缺陷自动识别与分类系统将提升检测效率与可靠性,基于深度学习的缺陷自动识别与分类系统也将提升检测效率与可靠性,多模态融合检测技术能提升检测效率与可靠性,结合物联网的在线实时监测技术同样会提升检测效率与可靠性,这些都可推动预测性维护的发展,也能推动结构健康管理的发展。
应用领域播报
多层多道焊缝技术,主要用于厚板或者较厚的金属材料焊接,针对钢结构、压力容器、造船、桥梁等重要结构件,像钢材、铝合金以及其他合金适用。此技术是中厚板焊接常用方式,在需要高强度、高韧性以及高质量焊接接头的场合特别重要。伴随自动化发展,该技术于机器人自适应焊接系统以及圆周多层多道焊缝自动焊接专机等自动化场景里也有应用。










