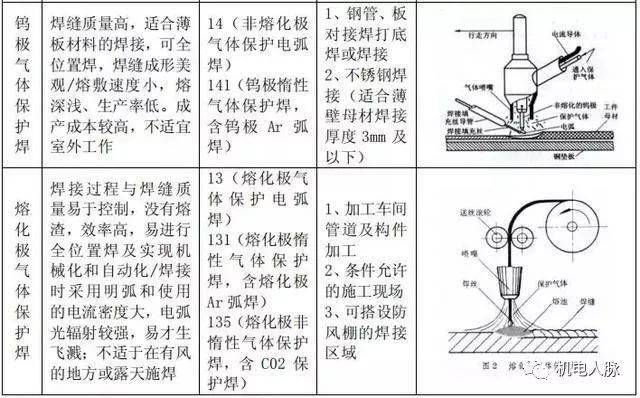

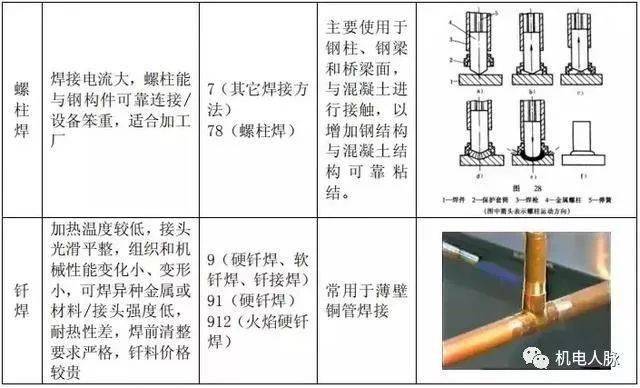
1、焊接方法优缺点及主要使用场合

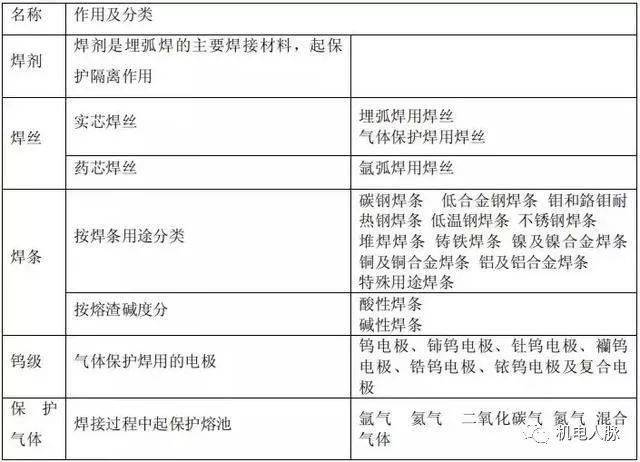
2、焊接材料
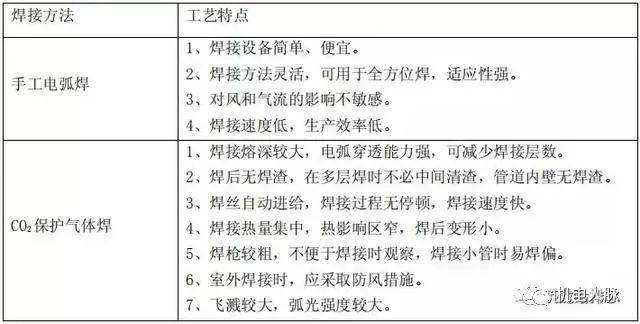
3、手工电弧焊及 CO2 气体保护焊
3.1 适用范围
本焊接方法适用于无缝钢管及焊接钢管的焊接。
3.2 两种工艺的特点
3.3.焊接要领
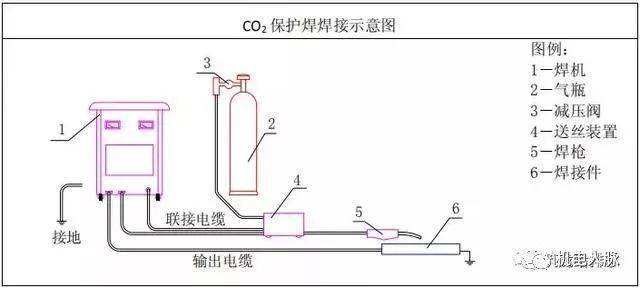
(1)二氧化碳气体保护半自动焊焊接示意图如下所示。
(2)处于焊接燃弧点位置,要是燃弧位置过小,那么背面成型焊缝会出现呈漏现象,并非熔合焊缝。而且成型焊缝两交界存在明显凹痕,界线没有过渡熔合。当间隙太过大时,就会产生焊瘤,甚至会焊穿,无法正常成型。所以,对燃弧点位置的掌握,是极为关键的操作技术。燃弧点每次焊接都需在距底部1~2mm处进行连续燃弧焊接。
(3)运用月牙形状的横向摆动方式,于两边的坡口部位稍微做一下停留来进行运条焊接,要是装配间隙大于4mm,能够采用月牙形状增大往后回复弧度的摆动方式,从而让背面焊缝能够正常地成型,这要依据对背部面焊缝的技术要求来确定。
(4)确保背面焊透成型的重要方法是,根部击穿小孔在0.5至1mm这个范围之内,其通过此种根部击穿小孔,能够去控制背面成型焊缝的高度尺寸。
(5)层焊缝接头方法是,要在弧坑前2至3毫米的地方提前引弧,等到焊至弧坑前方边界的时候,就要把焊枪向下压1至2毫米,以此促使焊缝增加重力,背面焊缝接头处要重新熔出接上,这样才能避免产生内凹或者脱节现象。另外,也能够在弧坑处进行斜向削磨,将弧坑减薄之后同样可以接上。
(6)在管道焊接环形密封接头之际,要先于已焊之后的弧坑那里,借助砂轮去打磨出一个斜度,于焊接这个斜度的时候,焊枪朝着下方按压 1 至 2 毫米,如此便能接上背面成型的焊缝,不出现内凹以及脱节之类的现象。
(7)为了让焊接能够保持稳定,焊机选用的是 NBK—350 焊机,并且使用着较为轻巧的焊枪,其操作具备灵活性这个特点呢。
(8)当在坡口内对根部进行焊接之际,焊丝伸出的长度会出现增加的情况,在这个时候,焊枪导电以及喷嘴内缩处于0.5至1毫米的范围,目的是让焊接的过程能够保持稳定。
(9)若采用混合气体,其中 Ar 与 CO2 的混合比例为 80%比 20%来进行焊接,这种情况下能够让焊接电弧变得更加稳定,并且飞溅会显著减少,而且颗粒细小。
(10)因为采用短路过渡方式,呈现出小电流、低电压状态,要进行规范焊接,其焊机的外部接线务必要牢固稳固,特别强调接工件回路线这儿更是如此。
(11)是以反极性接法来操作,也就是把“-”连接在工件之上,将“+”连接到焊枪那里,不然的话极点压力就会增大从而产生严重飞溅现象。
(12)若不能进行吹风焊接,当自然存在的穿堂风比较大的时候呀,就应当添加活动的防风挡板,不然的话呢,焊缝就会产生气孔。
(13)恰当挑选焊丝直径,假若板厚小于或等于六毫米,那么应当采用焊丝直径一毫米,要是板厚大于六毫米,那就应当采用焊丝直径一点二毫米,并且依据不一样的空间位置实施焊接,调整出最佳规范去焊接。
3.4 坡口加工
(1)当进行对焊操作时,一定要开展恰当的开口处置或者倒角处置,坡口依据钢管壁厚选取“V”型或者“I”型坡口。管道坡口借助坡口机方式来施行,坡口表面需求整齐、光洁,不符合标准的管口不准进行对口焊接。焊接I、V型坡口形式以及尺寸如下表所示(参考GB/T 985.1 – 2008):
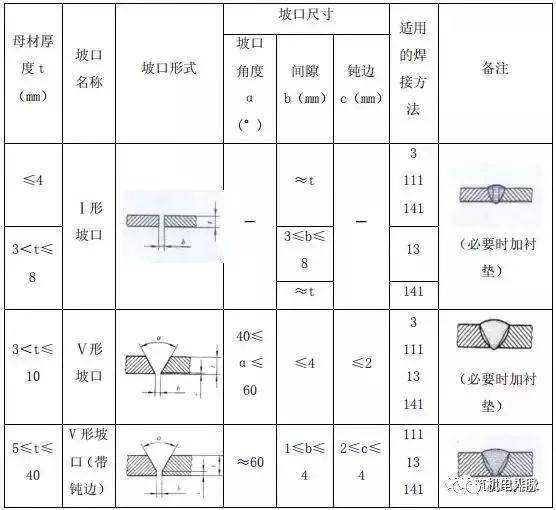
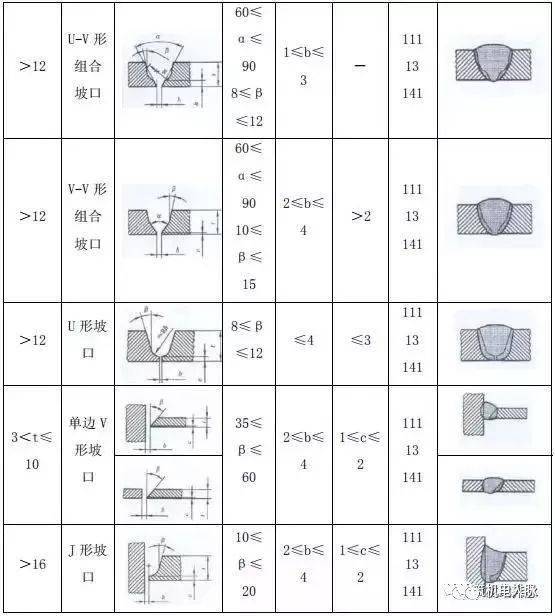
坡口可采用以下形式加工:

(2)管道对口
管道对口借助支架或者吊架来调整中心,于未致使两管中心位移的情形下保留开口端空间,管道对口之际外壁务必平齐,将钢直尺紧靠着一侧管道外表面,在距离焊口 200mm 的另一侧管道外表面处展开测量,管道跟管件之间的对口,同样要达成外壁平齐。
(3)点焊固定

钢管对好口之后,要开展点焊操作,点焊的厚度和第一层焊接的厚度是一样的,不过不会超过管壁厚的百分之七十,其焊缝的根部是一定要焊透的,点焊的位置呈均匀对称状分布。
(4)焊接注意事项
a 当采用多面焊时,在进行下一层焊接之前,要把上一层的焊渣连带着金属飞溅物清理得干干净净,并且等待管道自然而然地冷却下来。各层的引弧点以及熄弧点,要么相互错开 20mm,要么错开 30°角。
焊缝b均为满焊,焊接完毕后即刻把焊缝之上的焊渣、氧化物予以清除,每一个焊缝在焊接结束后马上标记出焊工的标识。
C 管道实施焊接之时,得去挑选契合管道材质的焊条以及电流 ,焊缝的焊接层数和选用焊条的直径有关系 ,和电流大小有关系 ,和管道壁厚有关系 ,和焊口位置有关系 ,和坡口形式有关系。具体的选用标准可见下表所展示的。
选用 d 焊条时,必须严格依据国标以及技术规范来进行,焊条不可以出现涂层剥离的情况,不可以有污物,不可以存在老化的问题,不可以受潮,也不可以有生锈的迹象,并且焊条一定要保存在专门的、干燥的容器之内。
在e的焊接工作进程当中,务必要采取举措去防止因漏电、电击或别的因素所引发的火灾或者对人员造成的伤害。为了稀释诸如锌的蒸汽这类有毒气体,需准备好防护装置并进行充足的通风。
为了让焊缝处的内应力得以减少,在进行施焊这个操作的时候,需要有能够抵御风、雨等情况的举措。而且管道内部还必须要防止有那种穿堂风出现。
4、钎焊
4.1 适用范围
本焊接方法适用于铜管与配件的焊接。
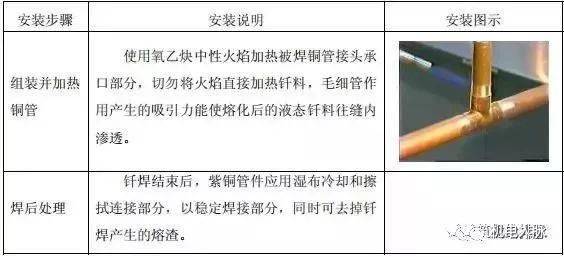
4.2 焊接操作步骤

4.3 焊接技术要领
4.3.1 接头安装
钎焊的接头形式有对接、搭接、T 型接、卷边拉及套接等方式;
1)钎焊间隙
钎焊接头进行安装时,必须做到保证合适且均匀的钎缝间隙这个要求,对于所使用的铜磷钎料而言,其要求钎缝间隙(单边)处于0.05mm至0.10mm之间。
2)套接长度
对于以套接形式存在的钎焊接头而言,挑选适宜的套接长度这件事是颇为重要的。通常情况下,铜管的套接长度处于5mm至15mm这个范围,(需要注意的是:壁厚大于0.6mm且直径大于8mm的管,其套接长度是不应当小于8mm的);而毛细管的套接长度则在10mm至15mm之间。
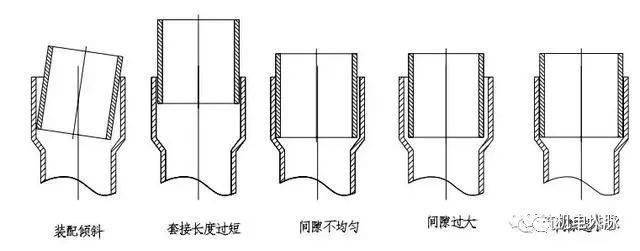
4.3.2 接头检验
接头安装完了之后,要检验钎焊接头有没有变形、破损,套接长度合不合适,像图里显示的不良接头要竭力避免,要是出现不良接头,得拆除重新安装后才可以焊接。
4.3.3 冷却方法
1)冷却方法的分类
a)浸入式冷却
将需要冷却的部品完全浸没在水中进行钎焊的作业方法。
b)喷淋式冷却
向需要冷却的部品连续地淋水进行钎焊的作业方法。
c)湿布式冷却
用含水的湿布包裹需要冷却的部品进行钎焊的作业方法。
d)非接触式冷却
通过连续水流冷却工装外壁,来冷却部品进行钎焊的作业方法。
2)冷却方法的选择原则

务必保证冷却部品能够得到充分冷却,于钎焊进程之中,部品的非耐热部分其最高温度不会超过120℃,要利于操作,且不会对钎焊质量以及工作效率造成影响。
3)再冷却
钎焊结束之后,为避免钎焊所产生的余热致使非耐热部品的温度出现上升的情况,一定要把钎焊部品浸泡于水中或者朝着其淋水来实施冷却,从而让温度下降到室温 ,这是必须要做的。
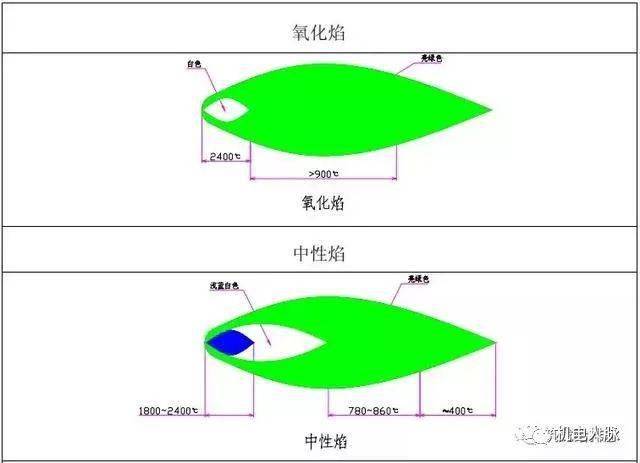
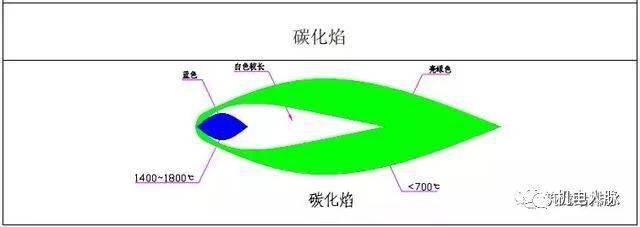
4.3.4 调节火焰
O2 – LPG气体火焰因氧气和LPG混合比存在差异,会产生三种不同性质的火焰,分别是氧化焰、中性焰以及还原焰(也就是碳化焰),这三种火焰之一的氧化焰使用温度处于640 – 925°C范围,中性焰使用温度为3100~3150°C,最后一种碳化焰使用温度是1000~1500°C,它们各自有着不同的使用温度范围。
在图中所呈现的情况里,当氧气与液化石油气的体积之比达到3.5的时候,此时呈现为中性焰,要是该体积比小于3.5,那就呈现为还原焰,而当体积比大于3.5时,便呈现为氧化焰。
4.3.5 焊嘴和焊炬的选折
进行钎焊若使用通用焊炬,那么最好选用多孔喷嘴,也就是通常所说的梅花嘴,在这种情况下所得到的火焰会呈现比较分散的状态,其温度处于比较适当的范围,这般有利于确保实现均匀加热。焊炬以及焊嘴的选择情况可见下表:
在实际选择中必须根据铜管的直径和壁厚,综合选择焊炬和焊嘴。
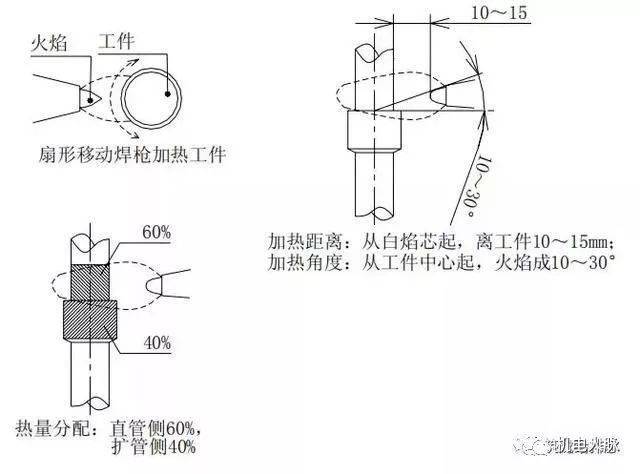
4.3.6 加热
针对当下已存在的情形,焊接具备三种位置:处于垂直方向进行的焊接,在水平方向开展的焊接,以倒立状态实施的焊接。如同下面所呈现的图示那样:
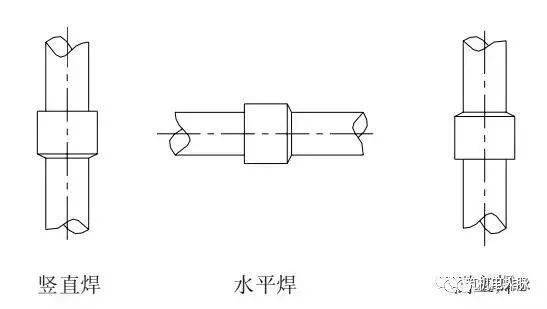
存有三种施焊方式,加热方法呈现于下图,当管径大并且管壁厚的时候,加热应当近些,为了确保接头均匀受热,焊接之时要让火焰沿着铜管长度方向移动,保障杯形口以及附近 10mm范围之内均匀受热,然而倒立焊的时候,下端不适合加热过多,要是下端铜管温度太高,那么会因为重力以及铺展作用致使液态钎料向下流失。
注意事项:
a)管径较大时应选用大号的焊嘴,反之则用小号的焊嘴;
b)毛细管焊接时应尽可能避免直接对毛细管加热;
c)管壁厚度不同时应着重对厚壁加热;
d)螺纹管进行钎焊时,其所需的加热时间,相较于光铜管而言,是比较短的,同时保温时间,同样也比光铜管的要短些,这样做得以防止钎料出现流失的情况。
e)先加热插入接头中的铜管,使热量传导至接头内部。
4.3.7 加入钎料、钎剂
把铜管与杯形口加热至焊接温度时,其呈现暗红色,要从火焰的另一侧添加钎料,要是钎焊黄铜以及紫铜,那就需要先对钎料进行加热,在焊前涂覆钎剂之后才能够焊接。焊接的时候,会出现焊料变成球状滚落到接合处却不附着在工件表面的现象,可能的缘由是:被焊金属没有达到焊接温度然而焊料已经熔化,或者被焊金属不干净。
4.3.8 焊后处理
焊完之后,要清除掉焊件表面存在的杂物,尤其是黄铜跟紫铜焊接完成以后呢,得用清水去清洗或者用砂纸来打磨焊件的表面,目的是防止表面因为被腐蚀从而产生铜绿,在自动焊接的时候,要在最后一排枪喷出气体助焊剂的那种氛围里进行冷却,避免高温的铜管在冷却进程中被氧化。
注意事项:
a)目视检查钎焊部位,不应有气孔、夹渣、未焊透、搭接未溶合等;
b)去除表面的焊剂和氧化膜;
c)用水冷却的部件,必须用气枪吹干水份;
d)按规定定置摆放所有部件,避免碰伤、损坏。
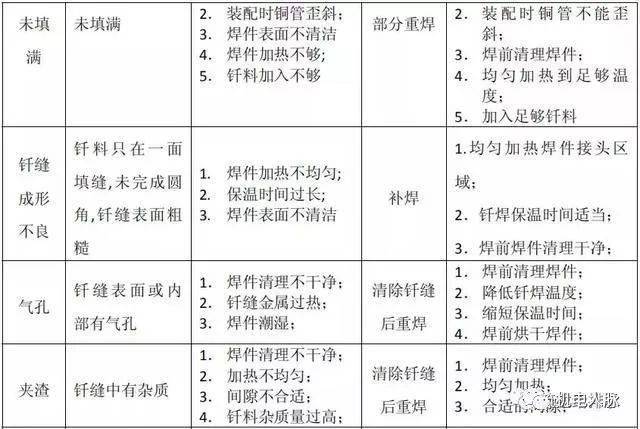
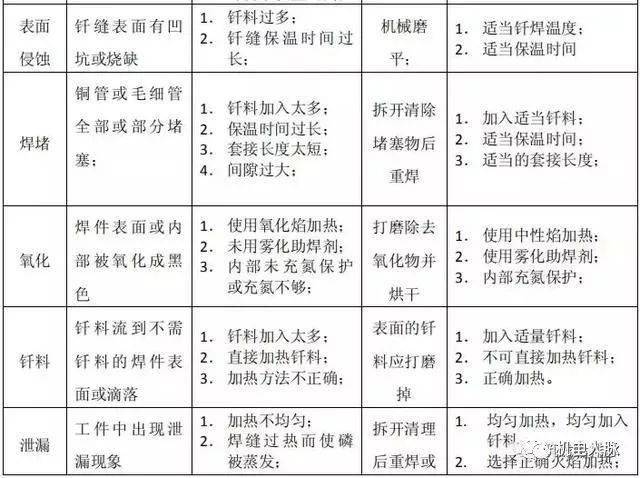
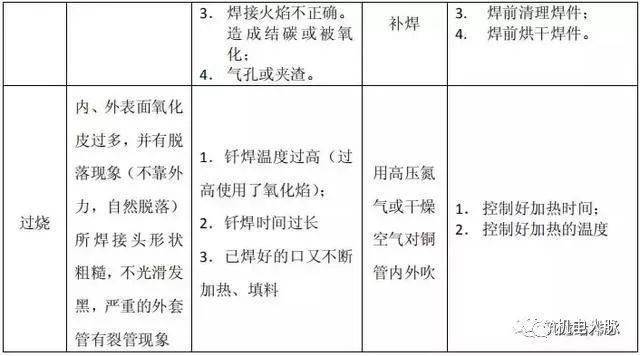
4.3.9 常见钎焊缺陷及处理对策
4.3.10 补焊的技术要求

补焊作为一种补救措施,是针对钎焊接头存在缺陷的那种情况来开展的,然而并非所有存在质量缺陷的接头都能够运用这种方法。
1、不能采用补焊的几种接头
a)已经过烧的接头。
b)接头处的铜管已经熔蚀。
c)接头处开裂现象严重(一般大于 2mm)
d)已经补焊过一次的接头。
e)接头处的铜管已经严重变薄。
2、能采用补焊的几种接头
a)接头间隙部分未填满。
b)钎料只在一面填缝,未完成圆角,钎缝表面粗糙。
c)钎缝中有杂质(清除钎缝后重焊)
d)有泄漏现象(未补焊过)
e)焊缝有气孔
f)在接头部位那儿,外套管壁的焊瘤实在太大了,大到超过了2mm,这种情况下,需要运用外焰来施加热量,并且加热的时候方向得朝着焊口处进行拨动。
4.3.11 注意事项
a)可采用普通的铜磷钎料进行补焊的状况是,针对壁厚大于0.5mm的铜管。
b)铜管的壁厚要是小于0.45mm,这种情况下,能够采用含银钎料开展补焊。
c)核查冷冻循环里是不是不存在高压空气、混合气体以及冷媒等,要是有的话,从接头或者阀门那儿排出去,核实循环内部不存在压力。
d)确认泄漏部位,除去周围的可燃物;
e)彻底清洁需要钎焊的泄漏部位,如有氧化膜,可用砂纸轻轻打磨;
f)予以氮气置换,于钎焊之际,必定得先把首次钎焊所用的焊料加热至能够熔化的那种程度,之后再开展钎焊。
g)用湿布冷却钎焊部位,注意水不能溅到电气品和隔热材上;
h)用那块含有热水的布,把钎焊部位那儿的焊剂清除得干干净净,要是有必要的话,再用砂纸去清除氧化膜。
i)用干布将钣金件、配管和周围的水擦干。
5、无损检测
5.1 射线检测(RT)
原理:射线穿透物质时,会跟物质相互作用,因吸收以及散射,强度减弱。被透照物体出现局部缺陷,构成缺陷的物质衰减系数和试件不同,透过射线强度在该局部区域和周围产生差异。把胶片放在合适位置,使其在透过射线作用下感光,经暗室处理得到底片。底片各点黑化程度由射线照射量决定,因缺陷部位和完好部位投射射线强度不同,底片相应部位出现黑度差异。将底片上相邻区域的黑度差确定为“对比度”,把底片放置在观片灯光屏上,借助透过的光线来进行观察,能够看到由对比度所构成的不同形状的影像,评片人员依据这些影像来判断缺陷情况进而评价试件质量。
5.2 超声波检测(UT)
原理:超声波探伤,是一种无损检验方法,它利用的是超声,也就是频率高于20kHz的机械波,以此来来探伤材料表层以及内部缺陷。针对焊缝开展超声波探伤,是借助焊缝里的缺陷跟正常组织具备不一样的声阻抗,声波于不同声阻抗的异质界面上会产生反射这一原理去发现缺陷的。
5.3 磁粉检测(MT)
原理是,铁磁性材料,一旦被磁化以后,其内部将会产生很强的磁感应强度,磁力线密度会增大几百倍到几千倍,要是材料当中存在不连续性,这里面涵盖缺陷造成的不连续性以及结构、形状、材质等原因致使的不连续性等情况,那么磁力线就会发生畸变,一部分磁力线有可能会逸出材料表面,并且从空间穿过得以形成漏磁场,漏磁场的局部磁极能够吸引磁粉,进而形成在合适光照条件下能够通过目视看见的磁痕,最终显示出不连续性存在的位置、形状以及大小。
5.4 渗透检测(PT)
零件表面经试涂含有荧光染料或者着色染料的渗透液后,在毛细管作用下,经过特定时间,其渗透液能够渗进表面开口的缺陷里面;经过去除零件表面多余的渗透液后,再于零件表面施涂显象剂,同样在毛细管作用下,显象剂会吸引缺陷中留存的渗透液,渗透液回渗至显象剂中;在特定的光源下(紫外线光或白光),缺陷处的渗透液痕迹会被显示(黄绿色荧光或鲜艳红色),进而探测出缺陷的形貌以及分布状态。











