

埋弧焊是一种把强烈的焊接弧光给埋藏起来的焊接方法,所以在焊接进程中自然是看不到弧光的,并且大多属于自动焊接,劳动条件得到了极大改善。埋弧焊焊接之时,选择焊接规范的原则是:要保证电弧能够稳定燃烧,焊缝的形状尺寸得符合要求,表面成形要光滑且整齐,内部不能有气孔、夹渣、裂纹、未焊透、焊瘤等缺陷。常用的选择方法有查表法、试验法、经验法、计算法等。不管运用哪种方法所确定的参数,在施焊当中都必须加以修正,达到最佳效果的时候才可以连续焊接。
根据单丝埋弧焊适用的电流范围,当板厚小于14mm的时候,是可以不开坡口的,在装配时要留有一定间隙,板厚处于14至22mm之间,一般要开V形坡口,板厚在22至50mm时,需开X形坡口,对于锅炉气包等压力容器一般采用U形或双U形坡口,目的是确保底层焊透以及消除夹渣。坡口加工方法常常采用刨边机和气割机,应当具备一定的加工精度。对于直缝接头而言,两端要加引弧板和熄弧板,以此减少引弧和引出时产生的缺陷。
点焊之后的焊件,通常得提升工作温度,或者采用喷砂之类的办法来予以处理,目的是确保焊接质量。焊接电流跟电弧电压的关联呈现于图1。


正版捕鱼游戏电脑版_超清画质_无需下载_在线玩
于埋弧焊焊接之时,通常所要调节的乃是焊接电流,电弧电压会自动匹配,而对焊接电流产生影响的要素有:板的厚度、焊接的速度、焊丝的直径等。
焊丝与焊接电流的关系简图2。

对接直焊缝焊接技术

可用于对接直焊缝的焊接方式存在多种,其中包括:有着区别分别在于单面进行焊接以及双面进行焊接的两种情形;存在单层焊接以及多层焊接这两种不同的焊接厚度层次分法;还有衬垫法以及无衬垫法这两种不同的衬垫使用方式。有一种焊剂垫法埋弧自动焊,这一方法的运用首要目的是在焊接过程里以某些作用及技巧防止熔渣以及熔池金属出现泄漏的状况,并且在操作时要采用较大的焊接规范以此让焊件能够实现焊透的效果,最终目标是达成双面成形的焊接质量要求。另外有一种手工焊封底埋弧自动焊方法,针对那些没办法使用衬垫的焊缝,需要先采用手工的方式进行封底操作之后再开展埋弧焊。除此之外有悬空焊,针对那种既没有坡口又没有间隙的对接焊,它在焊接过程中不用任何衬垫但是对于装配间隙要求极其严格。为了确保焊透,在正面进行焊接的时候要达成焊透40%至50%的程度,而在背面进行焊接时则必须要确保焊透达到60%至70%的程度。于实际操作当中,一般来讲是极难测得出熔深来的,通常情况下乃是凭借观察熔池背面的颜色去进行判断以及估计,所以说必须得有一定的经验才行。针对多层埋弧焊而言,对于厚钢板需要采用多层焊这种方式,底层焊接规范应当小一点儿,既要予以保证能够焊透,又要防止出现裂纹等缺陷。每一层焊缝的接头必须错开,不可以出现重叠的情况。
对接环焊缝焊接技术
如果要对圆形筒体的对接环缝进行埋弧焊,那就得采用带有调速装置的滚胎。要是需要双面焊,第一遍得把焊剂垫放置在下面筒体外壁焊缝处。要把焊接小车固定于悬臂架上,使其伸到筒体内涵下平焊的位置。焊丝要处于偏移中心线下坡焊的位置上。第二遍正面焊接的时候,要在筒体外上平焊处开展焊接工作。
交接焊缝焊接技术
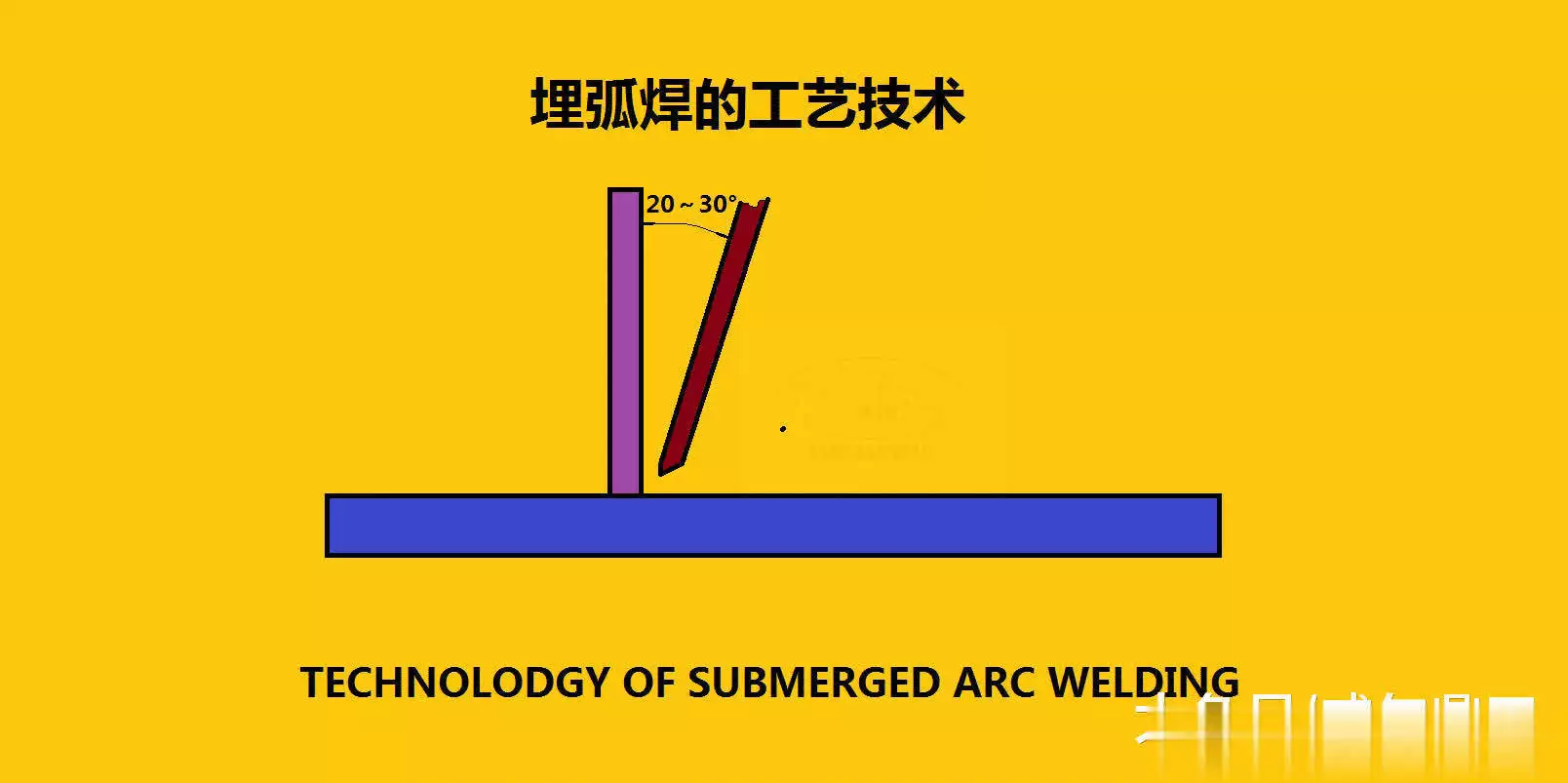
针对于T型接头跟搭接接头而言嘛,通常会采用船形焊这个形式或者斜角焊这种形式,对于平角焊来讲哟,焊丝跟腹板所形成的夹角最好是维持在20至30°。
埋弧半自动焊

埋弧半自动焊所采用的焊丝一般是在2mm以下,其主要针对角焊缝来使用,同时它也能够被用于对接焊缝。

经典仍在,176复古传奇,邀您共战沙城










