
1、展开的计算原理
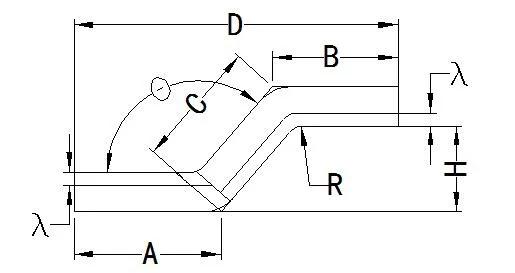
板材于弯曲进程之中,外层客观实际存在着拉应力,内层承受着压应力,从拉应力至压应力之间存在着一层既不承受拉力也不承受压力的过渡层——中性层,中性层的长度在弯曲之后跟弯曲之前是一样的,维持不变,故而中性层是用于计算折弯件展开长度的基准。中性层的位置跟变形程度相关,当弯曲半径(如下图示的R角)比较大,折弯角度(如下图示θ角)增大时,变形程度随之增大,中性层的位置渐渐朝着弯曲中心的内侧移动,中性层到板料内层的距离用。
2.计算方法
2.1展开的基本公式:
展开长度=料内+料内+补偿量
展开长度=料外+料外-补偿量
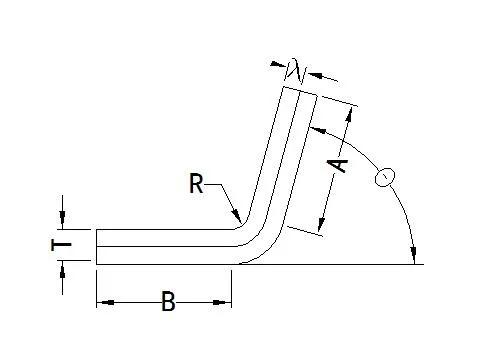
直角折弯:
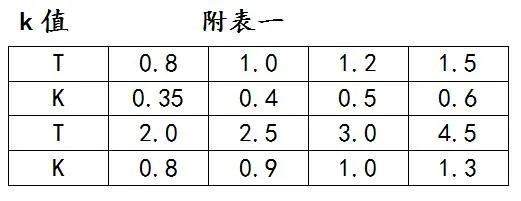
1. 当R小于或等于2.0且θ等于90时,L等于A加上B然后减去k,其中k值可查看附表二。
2.(R>2 θ=90)L=a+b+K
K=(R+λ)*π/2
注:当R≥5T时,λ=0.5T .
当R< 5T时,λ=0.4T.
a.b是与R切点的直边值.
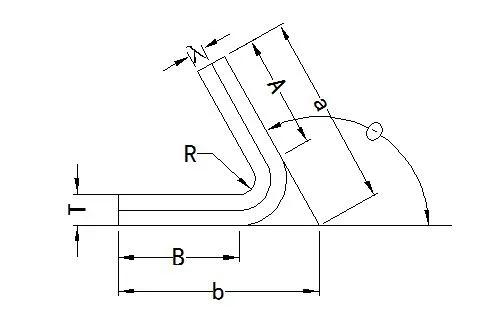
钝角折弯:
1( R≤2.0 θ>90):
L=A+B+(θ/90)*k(k值见附表一)
2(R>2 θ>90 ):L=A+B+K
K=(R+λ)*πθ/180
注:
当R≥5T时,λ=0.5T.
当R< 5T时,λ=0.4T.
A.B是与R切点的直边值.

锐角折弯:
2(R≠0 θ
L=A+B+K K=(R+λ)* πθ/180
注:
当R≥5T时,λ=0.5T.
当R< 5T时,λ=0.4T.
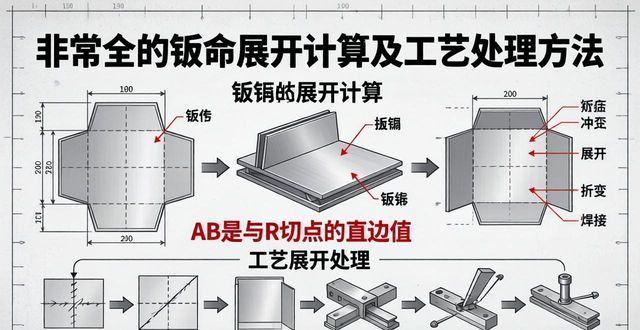
A.B是与R切点的直边值.
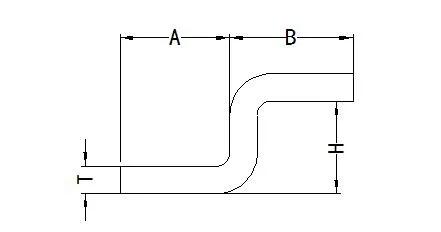
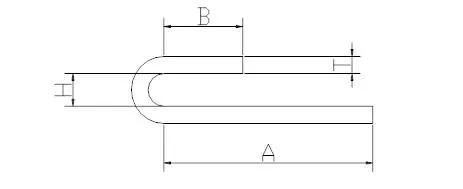
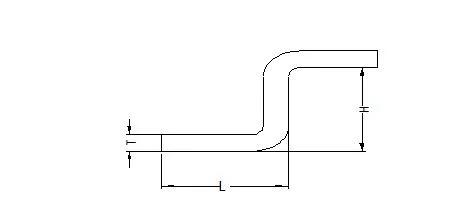
Z折(直边段差)
1.当H≥4T时,分两次成型,按两个90折弯计算。
2.当H
L=A+B+K (K值见附表三所示)
Z折(斜边段差)
1.当H
当H≥2T时,按两段折弯展开(θ≠90)
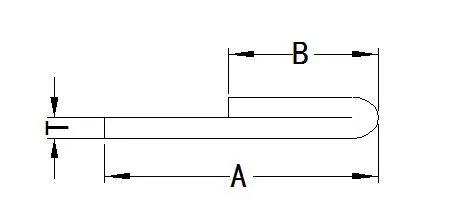
反折压平
1.L=A+B-0.4T

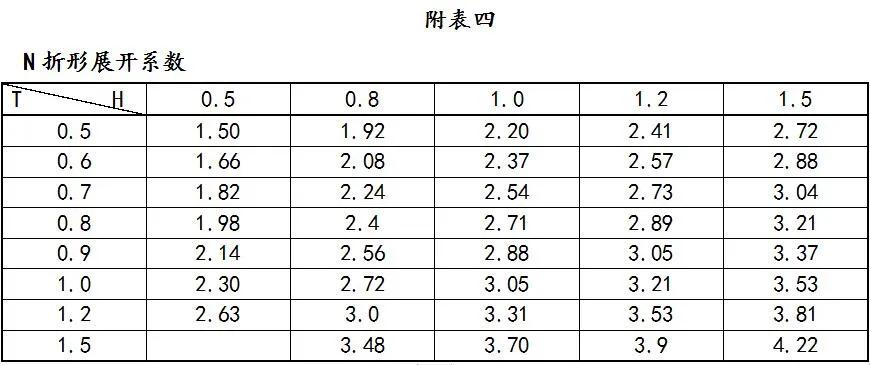
N折
1.当N折加工方式为垫片反折压平,则按
L=A+B+K计算。(K值见附表四所示)。
倘若N折是以别的方式来加工的情形下,那就按照一般的折弯进行计算,而这里存在条件,即R不等于0,且θ不等于90。


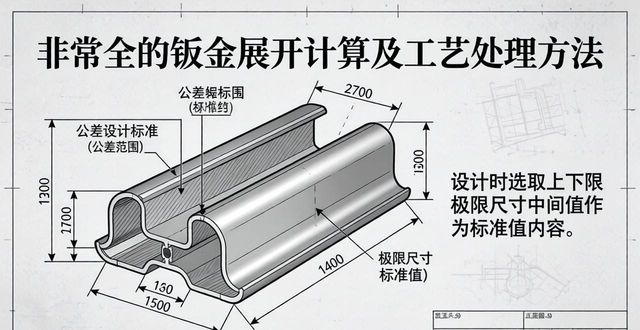
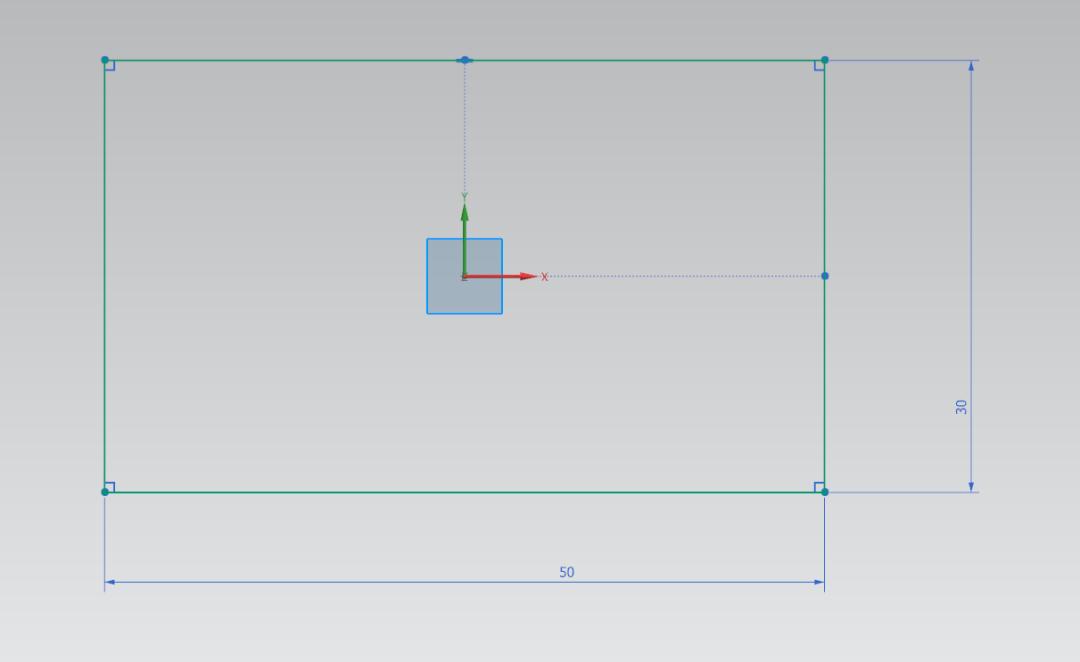
2.2.对于标注公差的那些尺寸,其进行设计时所采用的值,是选取上限极限尺寸以及下限极限尺寸两者的中间那个数值,将此当作设计的标准值。
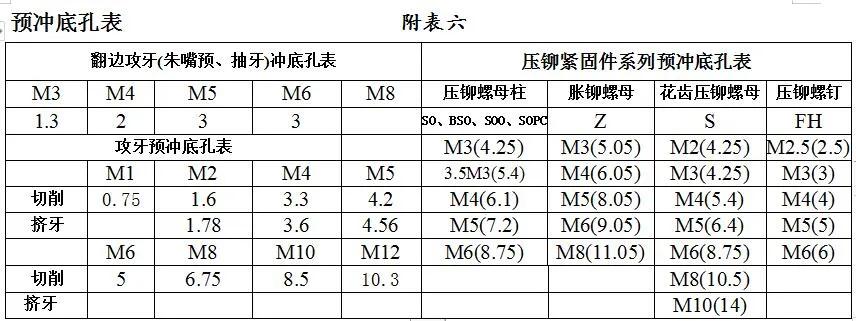
3、预开底孔
3.在开展这个过程之际,除了针对外形方面予以展开之外,对于部分诸如抽牙(也就是翻边)、攻丝操作,还有攻牙(包含挤牙、切削)、翻边胀铆螺母,此类型为Z类产品,花齿压铆螺母属于S类产品,压铆螺钉有FH类产品样式,压铆螺钉还有NY类产品样式,压铆螺母柱涵盖,SO、BSO、SOO、SOPC类产品,这里要留意3.5M3与M3底孔所存在的差异,在整个展开过程当中,需要先着手进行预开底孔,具体如何操作详细可见附表五。
4.开工艺孔
有些产品精度要求不高,还需要进行焊接打磨,在这种情况下,对于其折弯转角处,我们能够开一个折弯工艺孔,该工艺孔的大小是由板厚予以决定的,其尺寸要比板厚大一点,然而也不适合过大,于编程过程当中,要尽可能选用已经使用过的合适的模具。(这样做便于减少模具以及加工时间)。
1图有三种情况:全包、半包、搭边。
①所有搭边关系的,无需开工艺孔;
②对于有包边板厚T〈1.5mm,无需开工艺孔;
③对于有包边且板厚T≥1.5mm,需在转角处加开工艺孔。
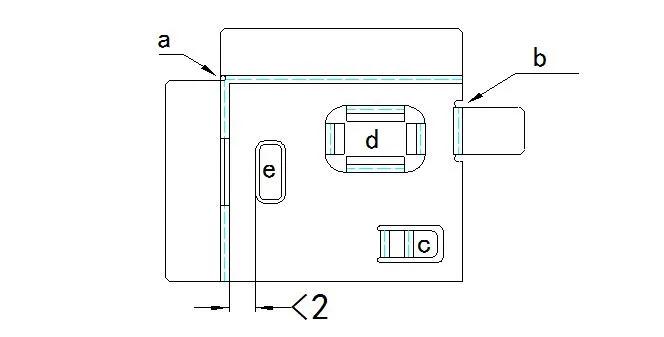
工艺孔有两种方式:圆和U形;长圆孔的圆心在折弯线上。
如图a.b所示
1.将要展开成为线段的那一部分,把它处理成如同下图图形所展示的工艺孔表现形式:就好像图c所显示的那样。
工艺孔宽度取0.5(LASER)或2.0(NCT)。
若抽形边缘跟折弯边(内尺寸)的距离小于2.0mm,那么就会对折弯加工产生影响,有这种情况的时候,相应的折弯变形区要进行割孔处理或者更改抽形尺寸,就像附图e所显示的那样:
1)在下列情况下,一律不允许开工艺孔:
①有外观面或装配关系要求,未经客户允许的工件;
②单独出货,未经客户允许的散件。
③日本客户没要求开工艺孔:
2)在下列情况下,编程员可自行决定开工艺孔:
① 开工艺孔角位后道工序需焊接填满的工件;
② 非外观面且不影响装配与功能,装配于整机内部出货的工件。
3)在下列情况下,工程师需与客户协商开工艺孔
影响折弯或模具成型,但图纸上无工艺孔的工件。
于产品展开过后,存在未进行倒圆角的部分,此部分为(LASER),一概按照R0.5来施行圆角处理。
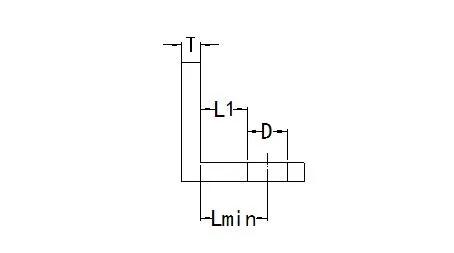
4.要留意的重要之处在于,当于展开进程里,发觉存在孔洞与折弯的边缘距离较近,折弯之后孔洞会发生弯形这种情况时,我们就得告知工程师,是不是先进行开底孔操作,而后再进行折弯后的扩孔操作。
一般情况下,我们有二个计算公式作参考:
LMIN=(2.0-2.5)T+D/2
L1
5、光面以及毛刺面:在展开这个进程当中,光面和毛刺面属于我们一定得考虑的关键内容的其中之一,一般而言对于图纸没有注明,客户也没有专门作出要求的情况,就像折一个盒子那样,我们通常会将里面当作毛刺面,把外面当作光面。针对于客户(像是日本客户例如VGI 、TBS、精工等)有专门要求,图纸清晰注明的,我们全部按照图纸要求来展开。
6.折床加工对展开的要求:
对折床进行折弯加工时的平常形式就像附图展示的那样,V槽的挑选跟料厚存在关联,它的最小折边尺寸受到V槽的约束,它们两者之间的关系如同附表所呈现的那般。
注:表中最小折弯L必须选用尖刀上模;
最小折变H为Z折二次成型(H≥5T)。
当处于Z折一次成型 ,条件是H小于等于5T之时 ,采用的是断差模来进行折弯 ,断差长度最大是835毫米呢 ,并且有两片 ,而且属于一次性断差噢 ,在中间的部分不存在阻挡情况。
断开差值的板的厚度T是,从0.5到2.3 ,断开差值的高度H是,从0.5到10毫米。
7、省料放置:在展开检查显示为OK之后,我们需另外挑选合理的放置方式,(通常X值大于Y值)瞧瞧怎样放置才最省料,将展开图转动到合理的位置(一定不要镜向,因为毛刺面会相反),随后开展排刀。









![2025年中国钣金加工行业现状、产业链结构及发展全景研判:智能化是行业未来发展趋势[图]-铆焊老刘铆工焊工笔记](https://83ch.com/wp-content/uploads/2026/02/1771729218647_0.png)
