

V形坡口要在待焊接的两块板材边缘切割出V形的角度,这样做是为了增加焊接面积以及熔深,它适用于中厚板的对接焊接。开坡口主要的作用在于保证焊缝根部能焊透,能让焊接热源深入接头根部,通过这样可保证接头质量,与此同时还能调节基本金属与填充金属的比例。
特点与变形原因播报
因V形坡口具备加工简便以及施焊方便的特性,所以在焊接工艺里被广泛运用。另外,V形坡口常常采用单面焊接,无需将工件进行翻身,加工过程简单,不过在工件厚度较大的时候,焊接效率偏低,并且焊接变形比较大。然而,焊接之后产生的角变形主要是源自焊缝上下部分熔敷金属体积存在差异,致使收缩量不一样。当坡口角度增大时,填充金属量会增加,这进一步使收缩差异以及角变形程度加剧。
V形坡口
应用播报

在挖掘机动臂展开焊接操作之际,单边V形坡口被应用于角焊缝,借由针对单边V形坡口焊接工艺展开的研究,未焊透、裂纹以及夹渣等一系列焊接缺陷得到了解决,进而提高了动臂的整体可靠性。
在厚板焊接的范畴当中,鉴于V形坡口有着焊缝宽以及母材厚这样一些特性,能够运用机器人摆动焊接的工艺手段来开展填充焊以及盖面焊的操作,以此达成良好的熔合状况以及焊缝成型状况。
变形控制方法播报
能对V形坡口角变形起到控制作用的关键之处取决于坡口设计,将坡口角度予以减小,或者采用像X形这种对称坡口形式,并且把焊接顺序进行优化,如此能够将角变形有效地降低,在多层焊的时候,因厚度方向温度均匀性欠佳,这同样会让变形风险有所增加。
与其他的对比播报
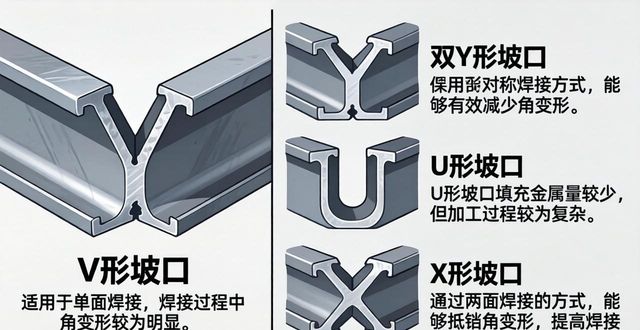
相比于双 Y 形坡口跟 U 形坡口而言,V 形坡口的角变形会更加明显。V 形坡口一般采用单面焊接,不需要工件翻身,加工相对来讲简单些,不过在焊接厚度较大的材料时效率或许偏低,并且焊接变形比较大。双 Y 形坡口能够经由对称焊接来减少变形 ,然而 U 形坡口的填充金属较少但是加工复杂。另外,V 形坡口和 Y 形坡口都是单面焊接,切割以及焊接过程比较便利,可是焊后容易变形。X 形坡口由于两面焊接,角变形能够相互抵消。
相关研究播报
2023年,油气管道V型对接坡口全自动焊接技术被首次进行实战应用,这项技术应用在了西气东输一线酒泉压气站的阀门更换动火作业当中,该技术采用了A-302全位置管道自动外焊接系统,这个系统达成了直径508毫米及以上管径水平固定V型对接坡口的全自动焊接,让作业效率提高了约30%,焊接合格率达到了100%,焊缝外观成型要比手工焊接更好。

于虚拟仿真范畴之内,存有研究借助构建层间相互关联的神经网络模型,达成了对V型坡口多层堆焊于各异工艺参数状况下焊缝形貌特征量的预测,并且联合坡口结构参数搭建起了焊缝形貌虚拟化模型,给焊接过程的数字孪生以及虚拟培训供应了技术基础。
从事异种金属连接工作时,针对钢与铝的连接,运用V型坡口来开展激光对接熔钎焊,这对改善因金属间化合物层分布不均匀所导致的状况有帮助,进而能够提升焊缝处在接头部位的机械性能。
以厚板V形坡口焊接为对象,有相关研究,借助设计机器人摆动焊接程序,通过优化焊接参数,达成了对18mm厚低碳钢板V形坡口的填充焊接以及盖面焊接,且其焊缝熔合状况良好,不存在塌陷、未熔合,还有咬边等方面的缺陷。











