




12mm钢板V型对焊怎么焊接坡口角度60-70
12mm钢板V型对焊怎么焊接坡口角度60-70当进行12mm钢板V型对焊时,推荐的坡口角度范围是60至70度。这意味着在钢板对接处,每一侧需要分别加工出30至35度的坡口。这样

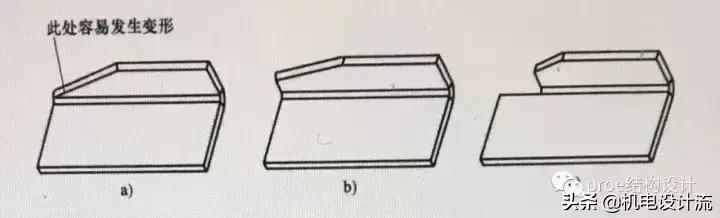
钣金折弯设计要诀,这就是钣金设计界的武功秘籍
为了降低折弯力和保证折弯尺寸,钣金模具制造商采用的另一种办法是在折弯工序之前预先增加压线工艺,当然,这样的设计会造成钣金折弯强度相对较低和容易断裂等缺陷一般来说



魔鬼在细节:从失效分析视角看机加工缺陷如何颠覆机械完整性
魔鬼在细节:从失效分析视角看机加工缺陷如何颠覆机械完整性在高端制造领域,我们常常将信任寄托于先进的合金材料和精密的设计图纸。然而,为什么那些由认证材料制成、设计参数完美的关键部件

2026年2月管道焊接加工实力厂家哪家好?技术产能服务三维实测与优选指南!
引言2026年国内管道焊接加工行业迎来高速发展期,据中国金属加工工业协会公开数据显示,行业市场规模已突破800亿元,新能源、市政工程、石油化工等领域带动精密焊接需求年增23.8%
