铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录
注册
找回密码
铆工技术
常用工具
火焰矫正
钣金展开
焊接技术
坡口类型
焊接符号
行业资讯
联系方式
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录/注册/找回密码
登录
注册
找回密码
3.5W+
8471
更多资料
搜索内容
mgll
管理员
这家伙很懒,什么都没有写...
关注
私信
文章
873
收藏
0
粉丝
0
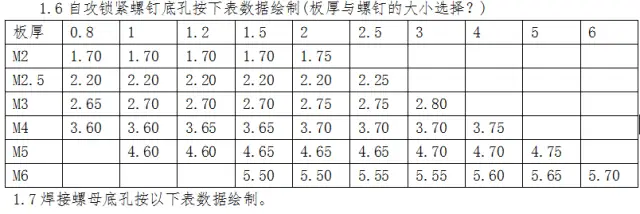
钣金工程图图面标注的要点!
下表数据是我公司最常用的折弯数据,一般下模开口尺寸为板厚的 6倍,为了方便起见,我们在折弯 1~2.5mm 的钢板时,均尽可能都采用 12mm 的下模开口尺寸
钣金展开
# 表面处理
# 展开图
# 技术要求
3天前
27
第1章 钣金操作基础
钣金加工实战技巧1.1 钣金加工的工作内容及过程第1章钣金操作基础1.1钣金加工的工作内容及过程钣金加工是对金属板材、型材和管材进行冷、热态分离,变形,装配
钣金展开
# 钣金加工
# 工艺流程
# 工艺规程
3天前
37
第1章 钣金操作基础
钣金加工实战技巧第1章 钣金操作基础第1章钣金操作基础1.1钣金加工的工作内容及过程钣金加工是对金属板材、型材和管材进行冷、热态分离,变形,装配
钣金展开
# 钣金加工
# 工艺流程
# 工艺规程
3天前
32
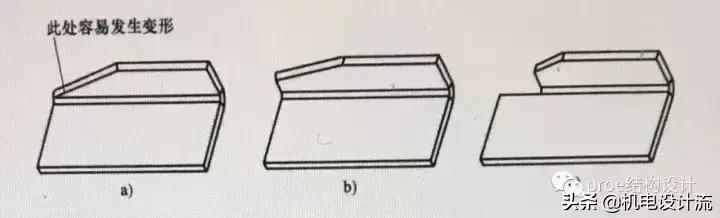
钣金折弯设计要诀,这就是钣金设计界的武功秘籍
为了降低折弯力和保证折弯尺寸,钣金模具制造商采用的另一种办法是在折弯工序之前预先增加压线工艺,当然,这样的设计会造成钣金折弯强度相对较低和容易断裂等缺陷一般来说
钣金展开
# 钣金设计
# 折弯工艺
# 模具设计
3天前
24
如何有效提升不锈钢钣金加工的质量?
笔者认为,可以从以下几个方面入手:一是严格遵循科学有效的不锈钢板料加工工艺:不锈钢板料加工是工艺合理、显著的加工技术;要做好不锈钢板料加工
行业资讯
# 工艺
# 质量
# 不锈钢
3天前
51
钣金放样展开计算器
360手机助手为你提供钣金放样展开计算器下载, 查看最新钣金放样展开计算器介绍、查看钣金放样展开计算器应用截图。一键快捷、方便的将安卓版钣金放样展开计算器免费下载到手机。
钣金展开
# 几何计算
# 钣金放样
# 钣金件工艺
3天前
49
钣金展开下料怎么保证数据准确性?
展开数据设计中使用CATIA钣金模块展开后,在一些几何形状特殊的位置易出现缺料的现象,如图1,外形线曲率过大,零件在成形过程中弯边两侧受圆弧外形线张力的影响,需要人为的添加补偿
钣金展开
# 钣金展开
# 下料数据
# 准确性
3天前
31
加工304不锈钢的8个技巧
点击蓝色关注我们304不锈钢因其良好的耐腐蚀性、美观性和可加工性,在众多行业如厨具制造、建筑装饰、化工设备等领
行业资讯
# 加工304不锈钢
# 技巧
# 刀具
3天前
36
手机钣金展开
手机钣金展开计算软件是钣金加工行业的得力助手,专为施工人员量身打造。这款智能工具能够精准计算各种型材钣金参数,大幅提升工作效率。无论是复杂的钣金成型还是精准放样下料
钣金展开
# 钣金加工
# 手机钣金展开
# 计算软件
2天前
46
下料展开基本方法
钣金件下料(展开)基本方法一.放样及其基本原理放样又叫放大样。就是依据施工图纸要求,按正投影的原理把构件图画到地板、样板或钢板上,通过气割或剪切方法形成下料件。..
钣金展开
# 钣金件
# 展开方法
# 下料展开
2天前
35
加载更多
在手机上浏览此页面
登录
没有帐号?立即注册
用户名或邮箱
登录密码
记住登录
找回密码
登录
注册
已有帐号,立即登录
设置用户名
设置密码
重复密码
注册