
排序


手机钣金展开(工程计算软件) v3.4.0 安卓版
手机钣金展开(工程计算软件) v3.4.0 安卓版,手机钣金展开app是一款手机在线常用的工程计算软件,可以辅助您计算各种构建的功能,解决了工地现场施工电脑不宜随身携带的问题

钣金件结构设计标准及其图纸画法教程
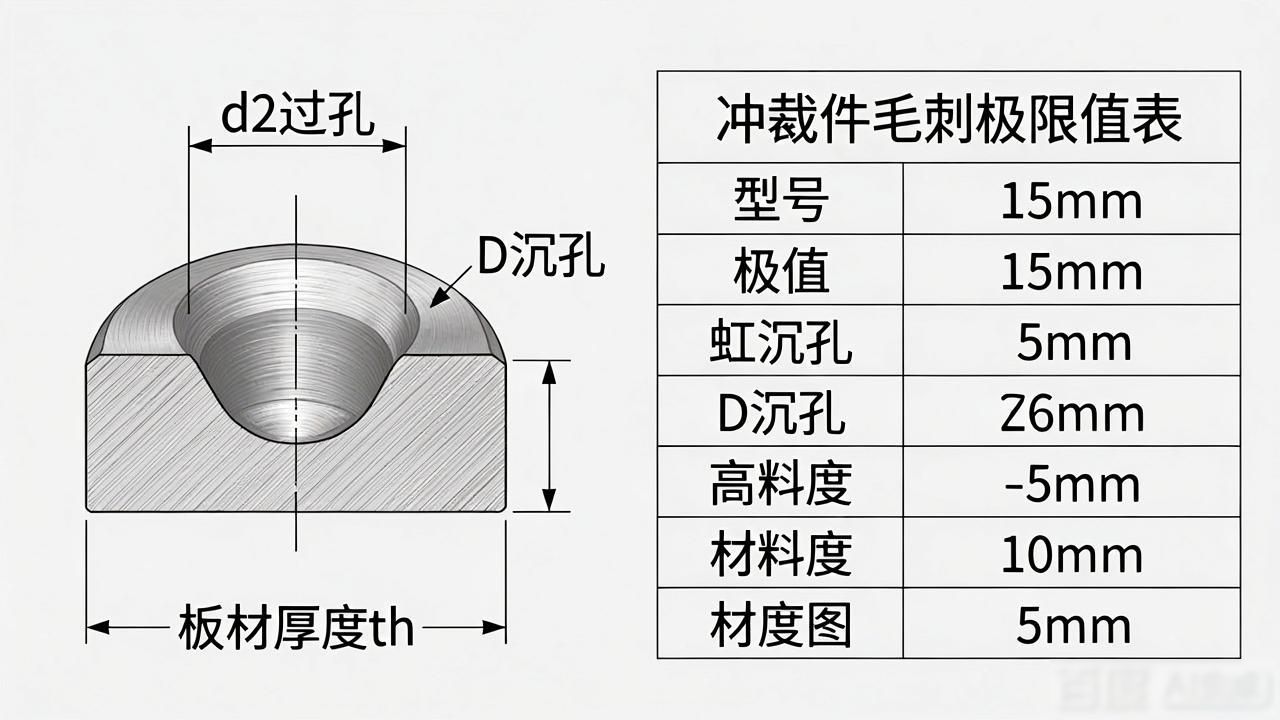
钣金件结构设计标准及其图纸画法教程第一部分钣金结构件可加工性设计规范目 次前 言51范围和简介61.1范围61.2简介61.3关键词62规范性引用文件63冲裁63
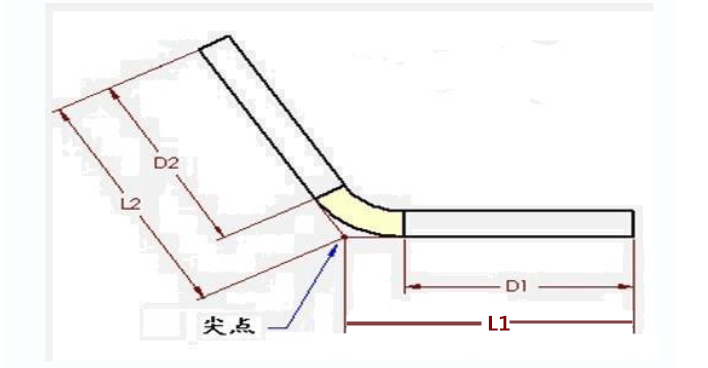
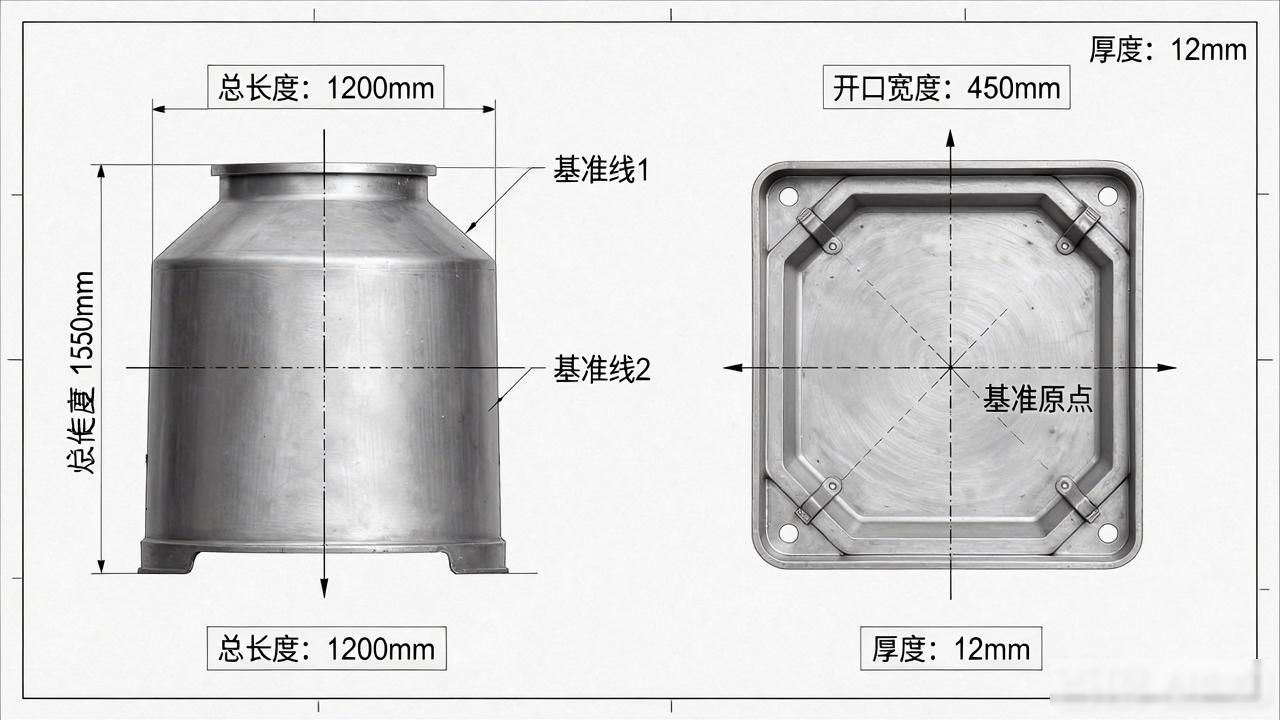
谈钣金中常用的展开计算方式,图文并茂就是这么详细,收好不谢
钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。通常要考虑到材料的类型与厚度,折弯的半径和角度
