最新发布第15页
排序
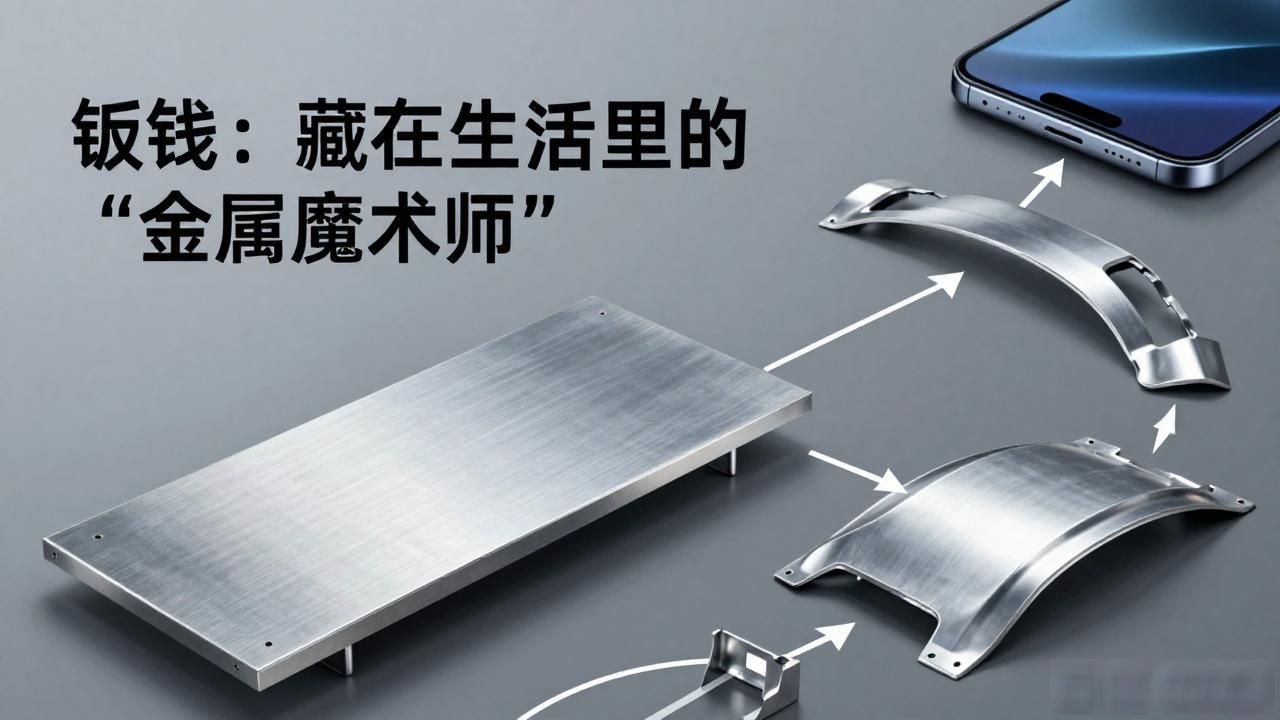
钣金:藏在生活里的“金属魔术师”,从汽车到手机都离不开它
简单来说,钣金是对金属板材进行加工的一种工艺,核心是通过切割、折弯、焊接、成型等一系列操作,把平板状的金属(比如铁板、不锈钢板、铝板)变成各种我们需要的立体结构。

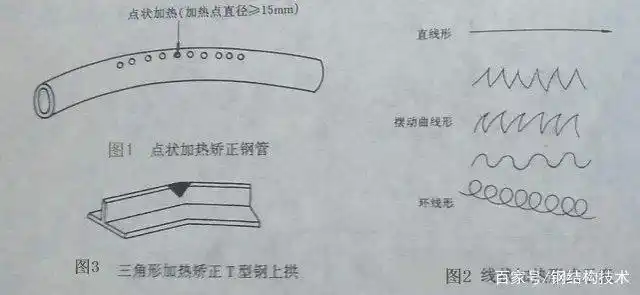
钢结构构件加工之火焰矫正(实务操作)
号超过矫正机负荷能力或构件形式不适于采用机械校正时,采用火焰矫正。(1)火焰矫正的原理钢材受热以12×103(℃)的线影胀率向各方向伸长。由于周围受热处物体的限制

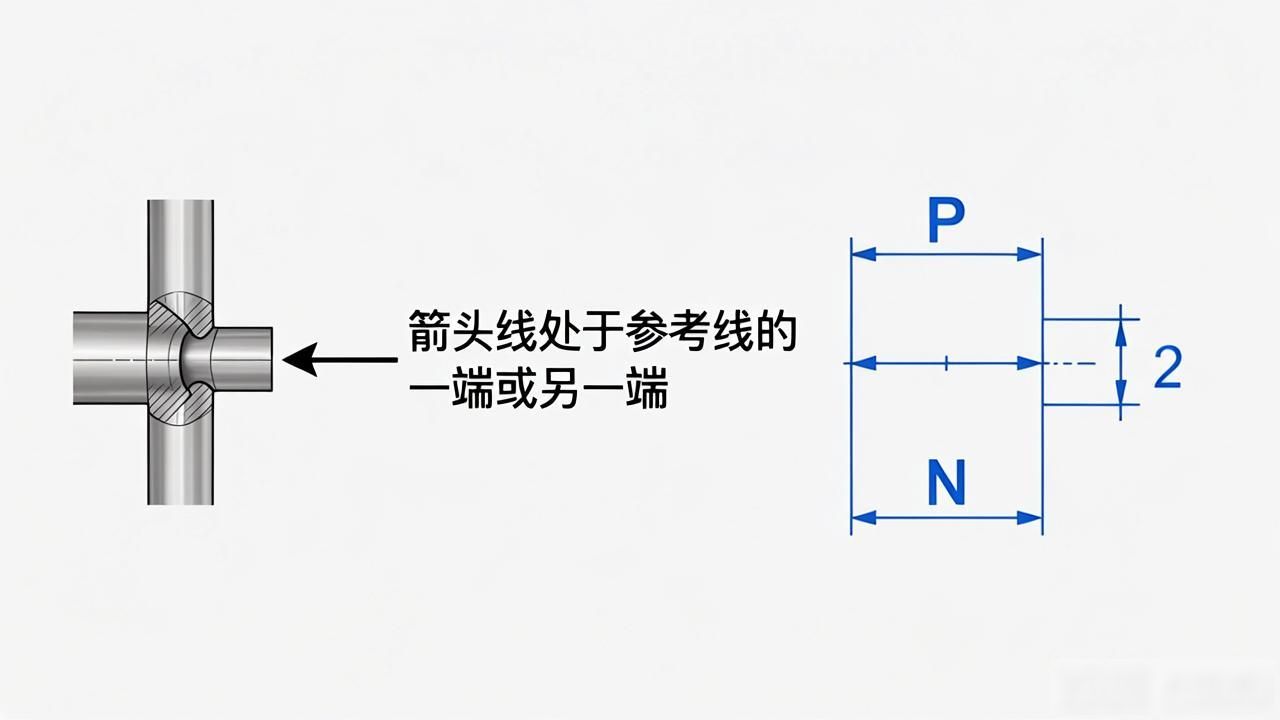
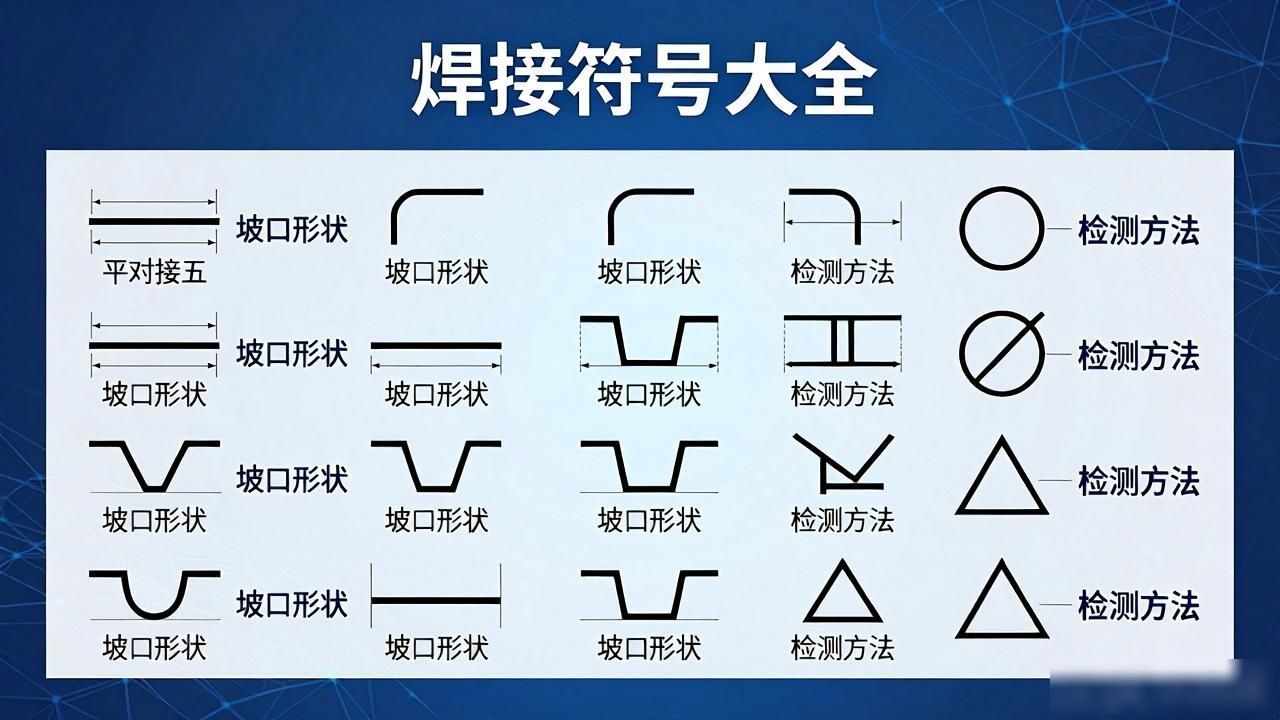
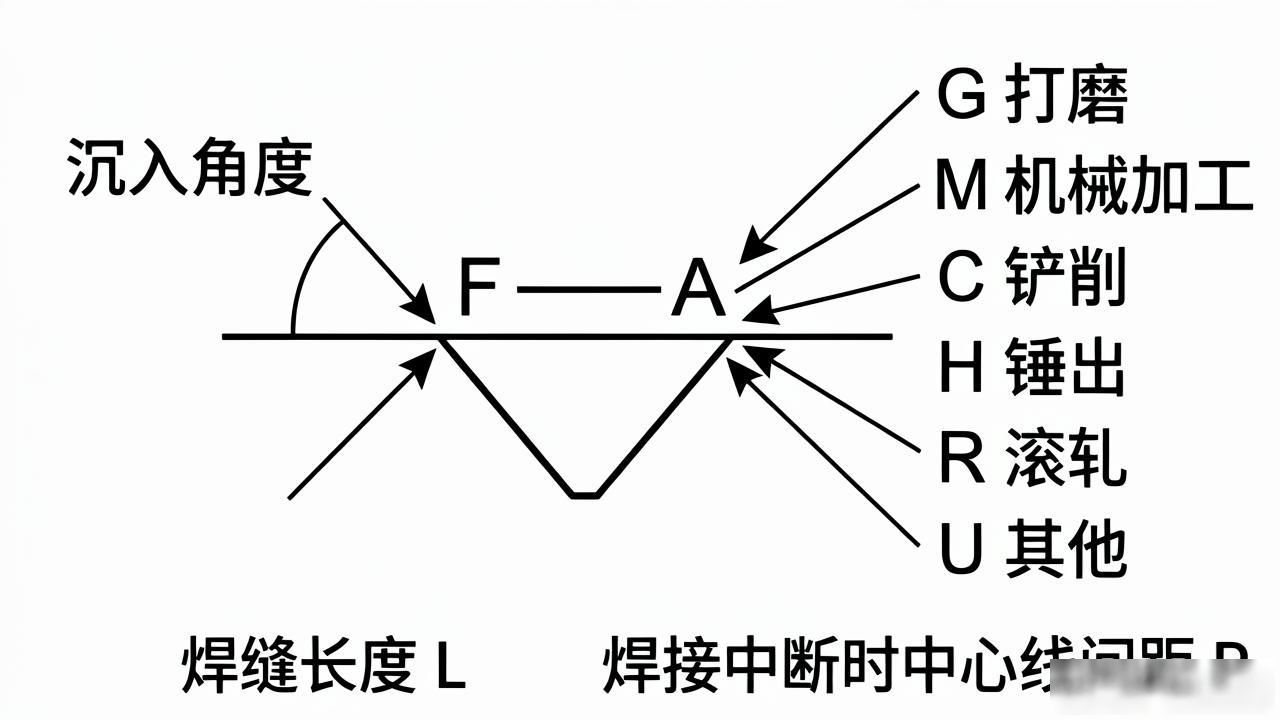
一文了解焊接接头的选择与坡口设计
焊接结构是由许多部件、元件、零件用焊接方法连接而成的,因此焊接接头的性能质量好坏直接与焊接结构的性能和安全性、可靠性有关。多年来焊接工程界对焊接接头进行了广泛的试验研究