
黑龙江齐齐哈尔
随着铁路货车高速重载的发展需要,新造货车钢结构中大量运用冷弯型钢,和其相联结的板柱件与型钢弯角处形成近乎单边V形坡口的焊缝,还有针对有熔透需求而加工的单边坡口焊缝,焊缝型式见示意意图。这些焊缝大多是承载焊缝,正因如此,不但要求焊缝具备良好的外观成果,而且要拥有可靠的内在质量保证。实际施焊时,因操作者认知有局限,且操作方法不正确,极易致使焊缝与母材未熔合现象出现,给车辆安全运行埋下潜在隐患。经过多年实践积累,我总结出一套适用于该类焊缝的基本操作方法,此方法在多种车型生产中得以应用,不但提高了产品质量,还创造出较高的经济效益以及社会经济效益。
关键词:焊枪所呈角度,焊接时的速度,电弧居前放置的情况,层与层之间的温度,呈锯齿形状,呈月牙形状。
单边V型坡口跟双边V型坡口在焊接操作方法方面存在极大差别,倘若不留意强化某些操作细节的处置,要是不注重操作方法的调整,极易出现焊缝未熔透、未熔合这类缺陷,从而导致焊缝强度下降。
常见单边V型坡口示意图
1.单边V型坡口的打底焊

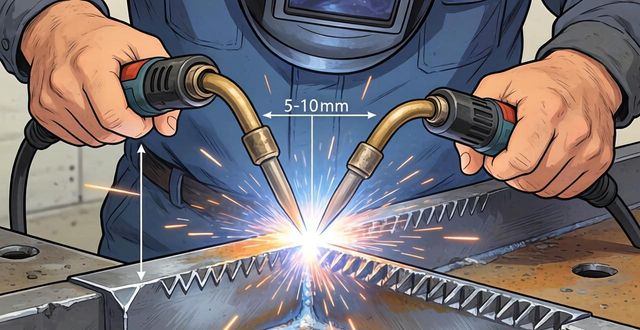
打底焊质量好坏,直接关联整条焊缝最终能否合格,所以打底焊,要保证焊缝根部熔合佳,还要有不错的表面成型,给填充焊打基础。首先,在起焊点坡口一侧5至10毫米处引弧后(若工艺需要可加引弧板)立马将电弧回拉至坡口处稍作停顿,压低电弧(电弧长度2至3毫米)后调整焊枪角度,让电弧偏向坡口立面一侧,采用锯齿形小幅摆动,两侧稍停留中间一带而过,在立面处停留时间比坡口一侧略长,确保立面充分熔合。要保证施焊时熔孔大小基本一样,为防烧穿,熔孔以保持在0.5至1.0毫米为宜,过小则烧不透,过大就易烧穿而形成焊瘤,要控制电弧长度,防止电弧脱离熔池,致使出现穿丝或未焊透情况,电弧的摆幅以及焊速需保持稳定,从而获得均匀一致的焊缝成形。
2.填充焊
距始焊点坡口处 10 毫米到 15 毫米那儿引弧后,立刻先把电弧回拉至立面焊缝熔合线处稍微停顿,采用锯齿形摆动来焊接,电弧在立面停留时间稍长些,确保充分熔合,鉴于坡口宽度变宽了,摆动幅度增大,要格外留意电弧在熔池里的位置,得让电弧处在熔池的前半部,进而保证层间熔合良好状,防止电弧处于熔池后半部,致使熔池铁水堆积过多,使电弧对熔池底部的吹力减低,造成层间未熔合。要是没能把控好电弧的位置,以及焊接的速度,那就极易致使填充层过厚进而形成未熔合也就是假焊。进行填充焊之际,必须对电弧的位置以及焊接速度加以控制,严格把控填充层的增厚厚度,通常每层增厚在3至4毫米是比较适宜的,不然很容易产生层间未熔合现象。末层填充焊的焊缝表面应当平整或者中间稍微凹陷,一般在焊至焊缝表面距离坡口面2至3毫米的时候,结束填充焊,过低或者过高都会让盖面焊的施焊难度增加,填充焊的层数依据工件厚度来确定。
3.盖面焊
盖面焊操作手法和填充焊大体类似,采用锯齿形运弧方式来焊接,采用月牙形运弧方式来焊接,焊缝熔池能使得焊缝两侧母材熔化2至3毫米,盖面焊焊接规范可稍微高于填充焊时的焊接规范,如此能确保焊缝两侧跟母材圆滑过渡,降低焊缝余高,提升焊缝表面成形质量。
4.接头与收弧

4.1. 打底焊接头之际,需把接头处修成10到15毫米的缓坡,其目的在于让接头操作更便利,进而防止出现未焊透的情况。2. 在缓坡的最高点进行引弧之后,针对引弧过高之处,需运用角磨机予以清除,借此防止产生缺陷。3. 焊至坡口根部之时,稍微停顿片刻,烧透坡口0.5至1.0毫米的熔孔。4. 紧接着,立刻将焊枪角度朝着立板方向倾斜,然后采用小波浪或者锯齿形的小幅摆动方式来进行焊接。5. 倘若停留的时间太久,就极易烧穿从而产生焊瘤;要是停留时间过短,又会出现未焊透的现象。
4.2填充的焊接头跟盖面焊接头是一样的,要是焊缝长度太长,那就需要接头,打底层接头、填充层接头、盖面层接头得错开50mm,避免接头都在同一个地方,从而引发较大的应力集中。在接头处往前10至15毫米的地方引弧,回拉到弧坑中心稍微停顿一下,作窄月牙形摆动把弧坑填满,接着采用锯齿形或者月牙形施焊,接头的时候,要格外把控好焊接速度,速度太快容易脱节,速度过慢则会超高。
几点体会:
1)盖面焊操作方法基本相同,这是单边与双边V型坡口操作方法的相同之处。不同的是,在打底焊与填充焊时,双边V型坡口面宽,焊枪摆动调节范围宽些,两侧坡口平均焊枪角度垂直于工件,操作较容易。单边V型坡口窄,焊枪摆动受无坡口面限制,焊枪角度不能垂直于工件,焊枪摆动幅度窄,稍不留意容易在立面产生熔合不良或未熔合等缺陷。
2)收弧控制:采用断弧法时,待熔池铁水冷却到呈现暗红色,反复断弧、点焊2至3次,把弧坑填满;采用回焊法收弧时,要等铁水冷却至暗红色才点焊一次,防止产生收弧缩孔。还能够采用二次电流手法,借助产生的二次电流将弧坑填满。

3)关于焊接规范,在填充以及盖面的时候,所选用的焊接规范要比打底焊当时的规范更高些,正常情况下还要增加百分之三十,与此同时,盖面焊的时候,其电弧电压应当比填充焊的时候所使用的焊接电压稍微高一点。
4)填充层的厚度,每层都不应该超过4毫米,这样做是要防止熔池铁水堆积得过多,进而造成流淌填充,最终产生假焊,盖面焊也是如此这般。
5)焊接的时候,要维持电弧处在熔池的前半部分加大电弧吹力,确保层间熔合状况良好,规避产生未熔合现象,进而防止降低焊缝承载能力。
结论
采用上述所提及的操作方式,顺利且圆满地解决了面向对接平焊的单边 V(J)型坡口焊接这一问题,此对于现车生产而言,是颇为不错的培训教材,在焊工培训方面,有着极大的可供借鉴的作用。










