

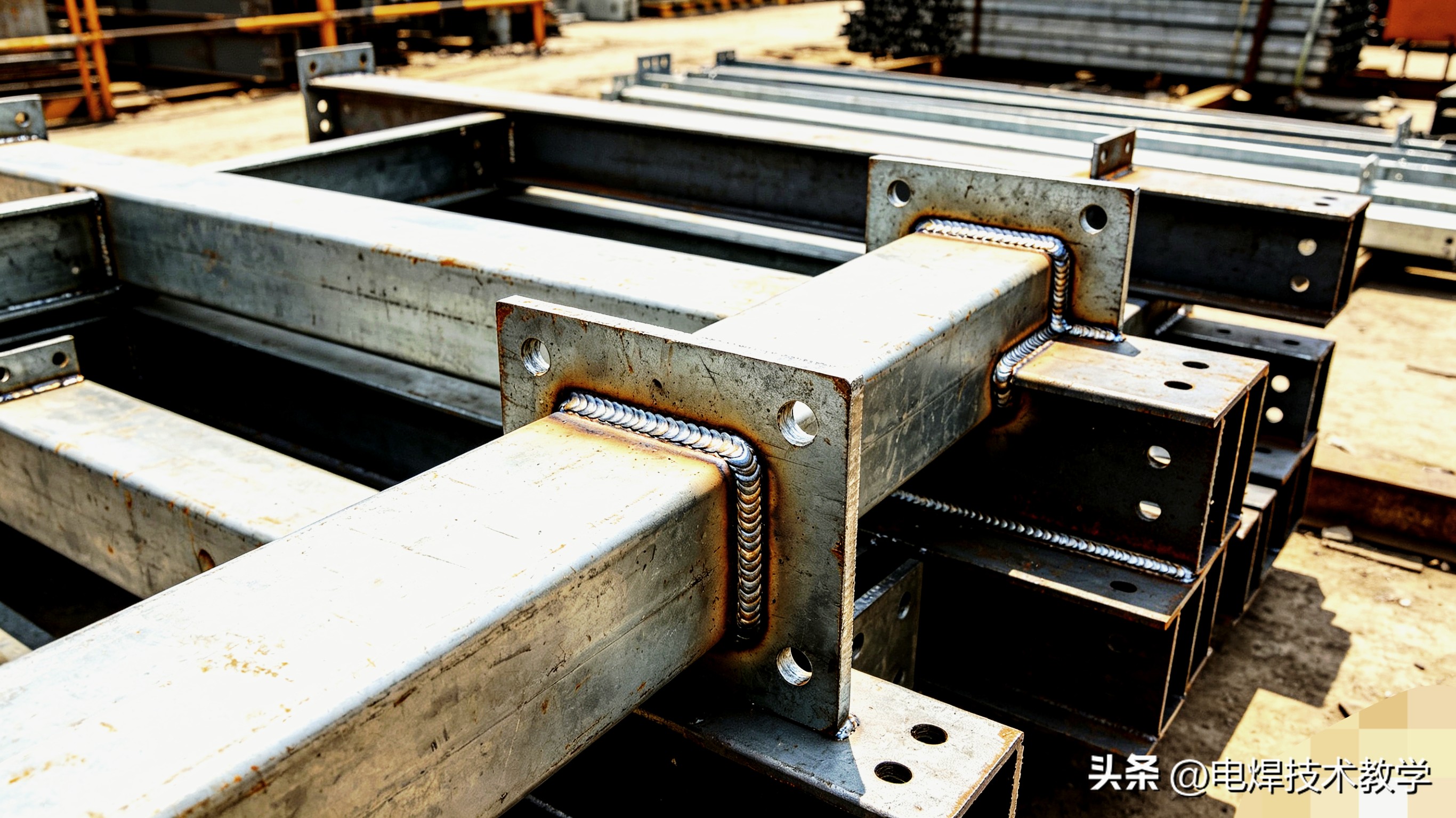
从事电焊此行业, 我历经摸爬滚打达30年之久, 见识过好多扎实且用力的焊工弟兄, 其手艺找不出任何问题, 仰焊、立焊、管道焊这几样全都十分精通, 然而最终只能守着计件所获工资, 一天又一天闷头从事焊接工作, 眼睁睁看着那些焊接技艺不如自己的人, 成为带班人员, 拿着高额薪资。
并非是运气欠佳, 更不是没有得到他人赏识, 关键的问题仅有一个, 那便是只晓得焊接, 却不懂得铆工。绝大多数的焊工都步入了一个错误的认知区域, 认为铆工是其他工种的职责, 自己只要把焊缝焊接得美观即可, 然而却忽视了工地现场的实际情形, 能够担任带班的人, 从来都不是仅仅焊接水平最为出色的, 而是既通晓焊接的方法, 又明白铆工组对、下料及找正工艺, 能够全程把控, 减少返工情况出现, 精准控制尺寸的人。若下料时偏差一毫, 那么焊完后就会偏差一分;于组对时歪了一分, 成品便会废掉一半。光靠着仅有的一手焊活, 始终都只能成为执行的工人;懂得铆焊相互结合, 才能够站到带班的位置上, 获取更高的收入, 掌握更多的话语权。
诸多兄弟并非不想去学, 是因觉着铆工技术繁杂、门槛较高, 学不会并且懒得去学, 宁可一辈子低头从事焊活, 也不愿意迈出舒适区域。然而现实便是这般残酷, 工地不缺少只会进行焊活的操作工, 缺少的是能够统筹、懂得工艺、会组对、能解决现场问题的多面手。今天的这一篇, 没有晦涩难懂的理论, 全都是我历经30年在现场摸爬滚打所积累的实战干货, 将焊工必须学习的铆工核心技能讲解透彻, 助力你打破职业瓶颈, 无需再依靠纯粹的体力去换取辛苦钱。
一、焊工学铆工,最容易踩的三大致命坑
坑一:下料全凭手感,尺寸偏差毁所有
才进入这个行业的最初那几年, 我同样认为下料这件事是从事铆工工作的人的任务, 和我自身毫无关联。有一回接到了钢结构构件加工的业务, 师傅在临时情况下让我去协助进行下料工作, 我仅仅是拿着卷尺随意地测量尺寸, 又随手用石笔进行划线操作, 根本就没有去考量切割过程中会出现的损耗情况, 以及板材本身的厚度因素, 心里一直觉得差个一两毫米并无大碍, 想着在后续焊接的时候能够进行调整。
做完批量切割, 接着开始组对焊接, 这时才发觉构件尺寸偏差大大超过标准, 拼接的时候接口对不上, 强行进行焊接后, 整体出现严重变形, 最终整批构件都报废了, 不但被扣除工资, 并且耽误了工地工期, 还遭到了老板严厉的批评。
近处有好多焊工弟兄都曾踏入此陷阱, 下料之时不准确、不合规, 或者凭借自身眼力去估摸, 或者不去再次核对尺寸, 或者遗漏掉切割时应预留的部分, 最终哪怕焊缝焊接得极其完美, 也没法扭转成品成为废品的结果, 重新制作耽误时间又耗费精力, 纯粹是在做没有价值的事, 自身累得疲惫不堪, 却挣不到钱财。
坑二:组对不找正,焊完变形全返工

曾带过一名徒弟, 其焊接手法练得极为娴熟, 然而每次焊出的活计却始终不合格。而后才发觉, 他在组对的时候完全依靠肉眼去观察, 自认为大致平整便径直进行点焊固定, 既不使用水平尺, 也不悬挂线坠, 且不做定位加固, 在焊接之时受受热应力的影响, 工件直接发生变形、出现歪斜。
某一回进行护栏焊接作业, 在组对的阶段立柱未找成垂直状态, 待焊接完成之后整个护栏呈现出倾斜状况, 这并不符合安装所规定的标准,所以只能将其全部进行切割拆除操作, 接着要重新进行下料工作, 之后再度重新组对, 随后再次重新焊接, 原本一天能够干完的活儿, 硬是返工耗费了三天时间, 不但白白忙活一场, 还浪费掉了数量众多的材料, 致使成本全部赔了进去。
这属于焊工特别常见的问题, 老是觉着组对是无关紧要之事, 只要把焊接做好便行, 却不清楚焊接只是最后的收尾工作程序。可组对对正才是其根基所在, 要是这个根基没打造牢固, 那往后就算焊接技术再怎么精良精湛完备, 也没办法去弥补出现的变形、错位等一些问题结果便是之前付出的所有努力都统统白费了。
坑三:不懂坡口工艺,焊接隐患不断
在工地现场那儿, 有好些焊工, 他们拿到板材之后, 不管板材的厚度如何, 也不管焊接所要求的情况怎样, 就直接动手开始焊接, 而且是完全一点儿都不懂坡口处理这回事儿。要是碰到该开坡口的情况却不开坡口, 这样就会致使焊缝根部出现焊不透的状况, 还会夹渣, 进而出现焊接方面的缺陷, 最终验收的时候直接就不能通过;要不就是随意地去开坡口, 比如说角度不对, 或者钝边尺寸不符合合格标准, 又或者坡口开得过大, 这就会浪费焊条, 还会增加焊接变形的程度, 再不然就是坡口开得过小, 导致无法熔合, 从而留下特别严重的安全隐患。
之前, 工地有过一次问题, 厚板焊接时没开坡口, 焊缝内部有严重夹渣, 构件承重后开裂, 差点引发安全事故, 涉事焊工直接被辞退。不懂铆工的坡口知识, 这不仅会影响工程质量, 还会给自己的职业道路埋下祸根, 连基本的现场施工都不能立足, 更别提竞聘带班岗位了。
二、焊工必学铆工核心技能,手把手教你避坑
一、下料划线:零偏差核心技巧
出现错误的示范做法是, 使用已经磨损的卷尺作为量尺, 仅仅去测量单边的尺寸, 用石笔进行粗粗地划线, 完全不预留切割时会产生的损耗, 也不做尺寸方面的复核工作, 就直接进行切割, 在批量下料时也不做试切, 结果是一错就全错了。
准确的做法是: 第一步, 校准工具, 要选用那种没有磨损、刻度精确的卷尺, 再配合划针去划线, 拒绝使用石笔, 还要防止因为线条过粗出现切割方面的偏差;第二步, 精准核算尺寸, 得严格对照图纸, 明确板材的长度、宽度以及对角线尺寸, 与此同时预留等离子或者火焰切割的损耗, 寻常损耗尺寸是2到3毫米;第三步, 反复进行复核, , 在划线完成之后, 再次核对尺寸、平行度以及对角线产生的误差, 保证不存在偏差;第四步, 进行批量试切, 对于大批量下料的情况, 先切割一件, 在实测尺寸合格之后, 再进行批量加工。

板材杂物清理于下料前进行, 目的是确保划线平面呈现平整态势;针对异形构件而言, 应先绘制样板, 之后依据样板去划线, 以此杜绝尺寸出现偏差现象;在切割工作完成之后, 需即刻对切割边缘的毛刺展开打磨操作, 从而为后续组对作业提供便利。
二、组对找正:焊前必做三步法
工件进行了随意的拼接操作, 既没有进行找平处理, 也没有进行找直操作, 更没有进行固定, 随后直接实施点焊, 点焊的间距却过大, 在组对之后没有检查垂直度情况, 也没有检查水平度情况, 紧接着直接进行满焊, 在受热之后出现了大幅的变形。
第一步是找平, 要把工件放置于平整的作业平台之上, 利用水平尺对每一个面进行逐一检测, 对于不平整的地方, 用垫片将其垫实, 以此来确保基础处于水平状态;第二步是找正, 针对立柱、框架类的工件, 借助线坠或者激光水平仪去检测垂直度, 把垂直度误差控制在标准范围以内, 对于对接构件要保证接口对齐, 且缝隙均匀;第三步是定位加固, 采用定位点焊的方式, 将点焊间距控制在100 – 150mm, 等定位完成以后,再次对水平度、垂直度、尺寸精度进行检测, 在确认没有变形、没有错位之后, 才进行正式焊接。
想要避开坑的技巧是, 对于厚板以及大型构件组对, 要提前去加装定位板,以此来防止在焊接的时候出现移位;对于对称结构要采用对称点焊以及对称焊接, 进而减少热应力变形;在组对完成之后, 要全面清理接口杂物, 从而保证焊接接触面是干净的。
三、坡口处理:焊接质量关键步骤
厚板不进行开坡口操作就直接实施焊接, 坡口角度是随意进行切割的, 钝边要么不留下, 要么尺寸超过标准, 坡口表面没有进行打磨处理, 氧化皮以及毛刺有所残留, 进而致使焊接熔合出现不良状况, 产生夹渣现象, 还出现未焊透情况。
常规做法的第一步: 需清晰看懂图纸之中的坡口标注, 得以明确知晓坡口角度, 以及钝边厚度, 还有间隙尺寸, 而对于常规板材来说, 一旦其厚度超过6mm, 那么就必然必须要开设坡口;常规做法的第二步: 要规范地去开坡口, 可选用切割或者打磨这种方式, 进而加工出标准的坡口, 其中角度要控制在30-35°这个范围, 钝边需保留1-2mm, 如此是为了防止焊接时出现烧穿的情况;常规做法的第三步: 要对坡口进行清理, 借助角磨机去彻底地打磨坡口的表面, 目的是去除掉氧化皮、毛刺以及油污, 使得金属光泽得以露出, 以此保证焊接熔合的质量。
用来避免掉入坑中的技巧是, 在坡口加工结束以后, 对坡口角度以及钝边尺寸开展检查, 要是不合格那就得马上进行修整;处于单面焊双面成型的任务量状况之下, 务必要严谨地把控坡口间隙, 以此来确保背面能够形成良好的状态;当不同的板材厚度相互对接的时候, 要把过渡坡口做好, 防止产生应力集中行为的发生。

三、职场核心感悟

工地上的焊工, 可不是仅仅会焊接工作就完事儿, 焊接是关键的手艺, 铆工具备的是统筹方面的能力, 这二者通过结合, 才能够从普通的操作工, 成长为能够独自承担重要任务的技术类型专业人才。
身为带班所要具备的核心价值, 并非在于自身焊接速度有多迅速, 焊接质量有多优良, 而是必须能够对施工全过程进行有效的把控, 要预先规避在进行下料, 开展组对, 以及实施焊接环节中所面临的各种各样的问题。以此来确保施工效率得以保证, 保障工程质量能够达标, 减少返工所造成的浪费现象。倘若你已然掌握了基础铆工相关技能, 能够独立自主地完成下料工作, 顺利进行组对操作, 精准找正位置, 同时还能够看懂施工图纸, 解决现场工艺方面出现的问题, 那么不管是到工地去谋求职位, 还是去争取带班这一岗位, 都会拥有一种绝对的竞争力, 如此一来工资待遇自然而然就会跟着提高。
增加一项技能, 便增添一条职业出路;懂得一门工艺, 就积累一份升职加薪的底气。别局限于单纯的焊接操作, 跳出舒适地带, 学会将铆焊相结合, 你会发觉, 自身的职业路线, 远比埋头从事焊活更为广阔。
这个篇章里的所有内容, 皆是来自一线实战的干货, 没有任何一句是空话, 是专门针对那些想要提升自身、想要冲击带班岗位的焊工兄弟们所整理的, 每一项技巧都能够直接运用到施工现场, 助力你少走一些弯路、减少返工情况、进而提升收入。
#互动提问# 于日常施工之际, 最让人头疼的究竟是下料存在偏差, 还是组对出现变形, 亦或是对坡口方面并不了解? 是否有因对铆工工艺缺乏了解而遭遇过困境? 于评论区留言展开交流, 我均会逐一予以回复。
感知内容具备实用性, 务必进行点赞以及收藏操作, 以便于在后续开展施工期间能够随时去翻看并且对照查看, 有效防止再次踏入工艺方面的坑洼之处。
下期内容预告, 下一篇我会一步一步地教焊工兄弟去看懂施工图纸, 将焊缝符号、尺寸标注以及工艺要求进行拆解, 使得你再也不需要去求别人看图纸, 能够完全掌握带班核心技能, 想要学习的兄弟一定要点一个关注, 不要错过干货更新!
最后, 真诚地恳请各位, 把这篇文章转发给身旁埋头从事焊接工作的工友们, 不要再使大家仅仅仰仗体力去获取收入, 而是促使他们多多学习实用型工艺, 进一步提升自身具备的能力, 如此一来, 所有人都能够拥有成为带班人员, 从而拿到更为丰厚薪资的绝佳机会!
焊工, 铆工, 涉及了铆焊结合, 有工地带班, 包含电焊干货, 还有焊接施工技巧。











暂无评论内容