


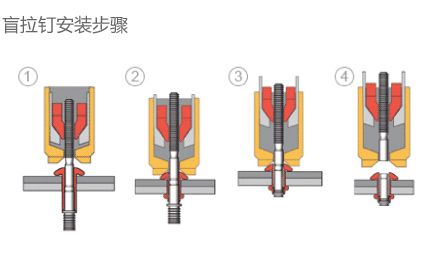
六、车身修理作业里, 铆枪铆接属于不可少的工艺, 用弹射铆钉枪来进行铆接, 是极为便利的, 图2-44展示的是电动抽芯铆枪, 图2-45呈现的乃是铆接过程示意图, 要先把铆钉组件插入被连接件的通孔当中, 再用铆钉器把外伸的铆钉杆拉断, 如此铆接便宣告成功了。图二杠四十四, 电动抽芯铆枪,图二杠四十五, 铆接过程示意图, 重点来了, 钣金修复的常用工具及其作用, 其一为工作平台。工作平台可是钣金操作的基础件也, 起大作用, 它主要是能在其上面的平面开展板料划线、下料这般的工作, 还有敲平以及矫正工作。普通的那种钣金工作平台, 并没有哪一个固定的、确切的尺寸标准, 但是常用的台面存在以下几种规格哪那些, 分别是600毫米乘这样, 800毫米乘那样, 还有乘其他的那种情况哒之。台面的高度h大约是在650至700毫米范围之内哟(注意有的平台高度是可以调节哒)。它所使用的材料大多是铸铁, 并且在背面设置有肋条用于加强。平板被固定于支架之上, 进而形成工作平台, 情况如同图2-1所展示的那样。第一节呈现基本工具, 也就是图2-1, 关于平台钣金修复的常用工具及其具备的作用, 接下来是划线工具, 划针属于此之中的一种, 它是专用于在板料之上进行划线操作的基本工具。通常是由中碳钢或者高碳钢制作而成, 情形如同图2-2所呈现, 弯头划针针对于那些直头划针无法触及到的区域发挥用途。划针的长度大概是120mm, 其直径处于4mm至6mm的范围。为使它在板料上划出清晰标记线, 划针尖端十分锐利,尖端角度通常在15°至20°之间, 并且具备耐磨性。图2-2示意划针。划线的时候, 划针尖端得紧靠钢板尺或样板, 划针得朝向划线方向倾斜50°至70°, 同时向外倾斜10°至20°,划线粗细不可超过0.5mm, 如同图2-3所显示的那样。图2-3展示划针的正确划线方法。2、划规: 划规用来划折边线 , 它能够沿板料边缘划等距离引线, 如图2-4。图2 – 4, 进, 规3、提到圆规, 圆规能在金属板上划圆或者划圆弧, 还能够测量两点之间的距离, 或者能直接把钢板尺上的尺寸引到金属板上。圆规是那种尖脚上焊有硬质合金, 且经过淬火处理的。常用圆规展示在图2 – 5(a)、(b)、(c)中。图2 – 5, 圆, 规, 4、样冲说明, 样冲也就是心冲, 它是由高碳钢制作的, 长度大概在90至150mm之间, 尖端磨成30°至40°或者60°角这两种, 并且经过淬火处理。样冲, 主要是用来在冲圆心的情况下, 或者是用于钻孔的时候冲中心眼, 情形如同图2-6所展示的那样。划线盘, 其结构是如看上去图2-7所示的样子, 主要是被用于在平台上实施划线工作, 或者是对工件进行矫正。它是依靠底座、立柱、夹紧螺母以及划针共同组合而成的。图2 – 6, 样冲, 图2 – 7, 划线盘, 图2 – 9, 中心点处于工件边缘的划法, 图2 – 8, 划规开档位置的调整, 6、划线工具的应用: 圆弧线的划法, (1)划规开档位置的调整, 为使划规尖脚移取尺寸准确, 要在钢尺上多次重复移取, 如此能看出误差大小, 像10mm, 一次差0.1mm, 通常不易看出, 若量5次后相差0.5mm就能明显看出, 如图2 – 8所示。(2)中心点处于工件边缘部位的那种划法, 按图2 – 9情况来说, 如果那圆弧的中心点是位于工件的边缘之处, 那便能够借助辅助支座来开展进行。而中心点在工件外部的划法, 就像图2 – 10所呈现的那样, 如果圆弧中心点是在工件之外, 那么可以把一块经过打样冲孔处理的延长板夹在工件上面。图2 – 10, 这就是中心点在工件之外的划法情况。还有使用圆规划圆的办法、同图2 – 11所显示的那般, 当用圆规划圆时, 手掌心要抵住圆规顶端, 从而让规尖扎入金属表面或者样冲孔里。处于划线圆周线这般举措之际, 时常会出现正向与反向各自划出半个圆周线进而形成一个完整的圆的状况。7、对于材料运用方面有着恰如其分的搭配裁割方式: (l)存在一种集中下料的办法: 就如同图2-12展现所呈现的那样, 因为工件的形状以及大小并非整齐划一, 为了能够在材料使用层面做到合理得当, 会把使用同种牌号、相同厚度的工件集中起来一次性进行划取线条并下料。图2-11是规圆规划得出圆的具体方法步骤图示, 图2-12则是集中下料操作呈现方式方法(2)有着长短相互搭配的方式方法: 且长短搭配的这种方式适用于条形板料这一类型开展的下料举动行程。在下料时首先排布排放较长长度的料, 之后基于长度情况再去排布摆放较短的料, 如此通过长并且短这样的搭配, 让剩余的材料达到最小程度。(3)对于零料拼整法, 来看图2 – 13, 在钣金作业里, 有时要是按整个工件去划料, 那么挖去的材料会较多,造成的浪费较大, 所以常常会故意把该工件裁定为几部分, 之后再拼合起来使用, 这样能够节省用料。图2 – 13展示的就是零料拼整法。再来是排板套裁法, 如图2 – 14, 当工件下料的数量较多时, 为了让板料得到充分利用, 必定要针对同一形状的工件或者各种不同形状的工件实施排样套裁。排样的方式通常有直排、斜排、单行排列、多行排列、对头直排、对头斜排等。图2 – 14的排板套裁法展现内容如下, 三部分与整形工具相关, 其中整形工具里的锤子是汽车钣金维修的基本工具, 它形状多样, 作用各异。首先是扁头锤, 其主要作用是敲击平面, 同时此项技能应用于敲击较深凹陷和边缘拐角时也可行, 呈现状态如图2 – 15a所示。紧接着为捅锤, 这一工具主要功能是直捅敲击弧形构件, 除此之外横击操作也能实现, 甚至还具备充当撬具和垫铁的用途, 其具体模样如图2 – 15b所示。最后是拱锤, 它主要针对圆弧形工件展开整形及制作工作, 比如整修或配备小型车的轴端盖这类工作, 呈现出如图2 – 15c所示的状态。(4)中间锤, 其用途是让工件不遭受直接捶击, 故而使用中间锤, 就如同图2-15d所展示的那样。图2-15所示为锤子, 其中(5)平头整形锤, 主要是用来修整箱形角之类部位的, 恰似图2-15e呈现的情形。(6)鹤嘴锤, 主要作用是消除工件表面存在的小凹坑, 如同图2-15f显示的样子。(7)其他形式方面, 依据捶击所需, 锤头能够被制造成各种各样的形状, 像橡胶锤、木锤、铜锤等等, 就是图2-15g所呈现的那般。关于图2-15里边锤子钣金锤的运用方式: 操作所要求的内容为: 其一, 借助训练去掌握钣金锤的运用方式;其二, 在使用之前把锤面以及手柄上的油污擦拭干净, 防止因滑脱而致使伤人;其三, 查看手柄是不是松动, 防止锤头脱落引发事故。钣金锤的正确运用方式如同图2-16所呈现那般。图2-16是钣金锤的运用方式 2、顶铁方面:顶铁属于一种用手拿着的铁砧, 和锤搭配起来开展钣金修理工作, 也叫垫铁或者衬铁, 像图2-17所示那样。各种不同形状的顶铁被展示于图2-18, 图2-17是顶铁与锤的配合图, 图2-18中顶铁用顶铁法进行修整时可划分出来“正托”以及“偏托”这两种方式;“偏托”法乃直接把顶铁抵住最大凹陷地方, 用到木锤或者尼龙锤去敲击凹陷附近产生的隆起变形, 也就是“深入浅出”地从最大凹凸变形之处着手敲平, 如同图2-19a展现的那样;当局部凹凸变形被修工整到一定程度的时候, 就要改用好似图2-19b所呈现的“正托”法进一步敲平。在图2-19顶铁法修整中, 有针对图2-20顶铁法敲平的相关工序呈现, 如同图2-20所示;所用顶铁的端面形状, 要跟修整壁板形状相吻合;还有匙形铁, 它属于车身修理的特殊工具, 主要是用来抛光金属表面的, 故而也被称作修平刀, 像图2-21那样;又如图2-22显示, 不同的匙形铁, 能够跟不同的面板形状匹配着使用。在面板背面空间有限的状况下, 匙形铁能用来当作顶铁, 比如说图2-23所呈现的那样, 像图2-21的匙形铁, 还有图2-22的匙形铁修隆起, 图2-23中的匙形铁作顶铁使用。4、凹坑拉出器以及拉杆: 要是密封型车身面板出现凹陷, 没办法利用现有的孔洞借助撬镐撬起, 那就能够采用凹坑拉出器或者拉杆来修理, 这个时候要在表面皱褶的地方钻孔。凹坑拉出器如同图2-24展示的那样, 拉出器的顶端呈现螺纹尖端的形态, 或者呈现钩状的形态。把拉杆有着的弯钩插入到所钻出来的孔里, 钩住凹坑两侧朝着外面提拉, 可参照图2-25、26, 根据具体情形在其周围轻轻地进行捶击, 把凹坑拉起, 与此同时敲打它的隆起点像图2-27那样, 经过整平之后用气焊补修孔洞, 再喷漆使其复原。图2-24, 凹坑拉出器, 图2-25, 拉杆, 图2-27, 使用拉杆的时候敲打它的隆起点, 图2-26, 使用好几根拉杆拉起大凹坑, 图2-28, 凹坑吸盘, 能够使用钣金吸盘立刻修复凹坑, 如同图2-28。5、钣金修理里头, 对部件开展整形, 进行板料折边, 或者固定划线等加工时, 常常会动用各类夹具, 那些夹具的形状是如图2-29所示的样子。为造就某一特异形状的板件而采用的各类撬具, 其图示是如图2-30示意的那般。再说说车身锉刀, 它是用来整修因锤、顶铁、匙形铁等钣金工具工作而留下的那种凹凸不平的痕迹的, 其外形呈现如图2-31所示的形态。与图二杠三十相对应的各类撬具, 图二杠三十一呈现的车身锉刀, 其使用方式为: 步骤一, 当所要锉削之处相对平整时,以三十度角握持锉刀径直推去, 恰似图二杠三十二 a 所展示那般;又或者垂直握持锉刀柄且偏离三十度角进行倾斜推锉, 如同图二杠三十二 b 所呈现的样子。图二杠三十二阐述的是在较为平整的钣金件上的锉削办法, 步骤二, 针对凸起的表面, 顺着曲率最小的弧面的母线所在方向手持锉刀直推操作, 就像图二杠三十三 a 所示;亦或是以等于或者小于临界角度三十度进行侧向推锉, 类似图二杠三十三 b所示。关于图2 – 33中较平钣金件的锉削办法, 再来说说四、剪切工具, 其中1、手动剪刀: 手动剪刀又分为手剪刀跟台式剪刀;通常是用于在特定条件下的单件生产或者半成品修整事宜;就如同图2 – 34所呈现的那样。图2 – 34展示的是手动剪刀, 其有着相应的手工剪切方法: (1)直线的剪切方式: 如同图2 – 35显示的, 当剪切短料直线时, 被切除那部分, 一般都会放置在剪刀的右侧。图2 – 35, 直线剪切方法, (2)外圆的剪切方法: 如图2 – 36所呈现的样式, 剪切外圆的时候要从左边开始向下剪, 按照顺时针方向去进行剪切, 边料会伴随着剪刀的移动而向上卷起。要是边料比较宽的情况下, 能够采取剪直线的方式方法。(3)内圆的剪切方法: 如图2 – 37所展现的情形, 剪切内圆之际, 要从右边开始向下剪, 依照逆时针方向来剪切, 边料会随着剪刀的移动而向上卷起。(4)关于厚料的剪切办法是: 像图2-38所呈现的那样, 当剪切比较厚实的板料之时, 能够把剪刀夹于台虎钳之上, 于上柄套入一根管子并且右手要紧握管子, 左手拿着板料去做剪切的动作。还能够由两个人共同来操作此举, 其中一人负责敲, 另一人则手持剪刀以及板料, 通过这般敲击操作也能够剪切较为厚实的板料有图2-36。外圆的剪切办法为图2-37。内圆的剪切办法是。接着说电动剪其隶属于振动种类的剪刀, 是经由一个小型的电动机带动刀杆作上下的快速运动, 与下刀头相互配合进而达成剪切用途的呈现如2-39所示。3、将风动手提式振动剪简称为风剪, 它具备这样的特点, 那就是体积小, 重量轻, 操作起来灵活又轻便, 风动手提式振动剪呈图2-40所示的形态, 图2-38展示的是厚料剪切方法, 图2-39呈现的是电剪刀, 图2-40呈现的是风动手提式振动动剪, 五、锯割工具, 在目前钣金件修理当中, 较多使用的是可调式锯弓, 可调式锯弓呈现为图2-41所示的样子, 其使用方法为, 步骤1: 要选择锯条。方法选择是, 当前常常被使用的锯条的长度是300毫米, 这里所说的300毫米指的是锯条两端小圆孔中心之间的距离, 其宽度是10毫米, 厚度为0.6毫米。步骤二, 要进行锯条的安装。步骤三, 把工件夹在台虎钳上, 锯缝应该靠近钳口的地方, 目的是防止切割的时候工件出现颤动。图2 – 41是可调式锯弓。步骤四, 右手紧紧握住锯柄, 并且左手去挟持前端弓架, 手锯的握持方式就如同图2 – 42所展示的那样。步骤五, 开始起锯的时候, 锯齿和工件表面大约呈15°的角度, 并且锯齿面要维持在3个齿以上, 状态如同图2 – 43所呈现的那样。将”图2 – 42手锯握持方法, 图2 – 43起锯的方法“先放在一边, 先说锯割步骤中, 右手推动手锯时, 左手要向下略微施加压力, 扶正好还要让锯弓作往复运动, 锯割速度一般是每分钟往复30次左右比较合适, 不过这还得考虑到工件的材料。图2 – 42为手锯握持方法, 图2 – 43是起锯的方法。









暂无评论内容