

快速铆钉的3个核心技巧,安装效率提升200%
于装配制造、建筑幕墙、轨道交通等领域里, 铆接作业属于极为常见然而极易被视作效率瓶颈而予以忽视的工序。众多第一线操作人员依旧秉持“一锤接续一铆”的传统思维, 致使安装速度迟缓、返工比率颇高、人力成本长期处于高位难以下降。实际上, 只要能够掌握如下3个核心技巧, 安装快速铆钉所具备的效率完全能够达成200%这种跨越式的提升。
技巧一:铆钉枪选型与参数匹配的“三秒法则”
效率得以提升的首要关卡常常并非处于操作手法方面, 而是在于与之相对的工具配置之上。许多作业现场存有这样一种误区, 即不管铆钉的规格究竟怎样、材质到底为何、厚度又是如何, 一律采用同一把铆钉枪以及处于同一档的气压或者拉力设置, 如此一来, 便直接致使每一个铆钉安装周期被相应拉长三至五秒。
关于那被称作“三秒法则”的,来讲一讲, 是在着手进行铆接之前, 在不超出3秒的时长之内去完成三项的确认:
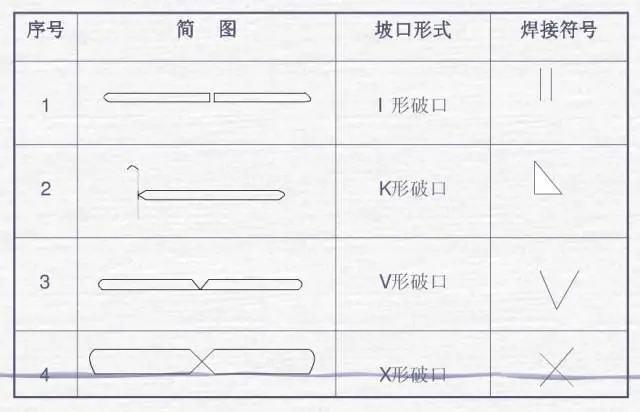
其一, 得确认铆钉枪的类型跟铆钉的材质相互相匹配。针对于铝制的快速铆钉而言, 运用标准的气动抽芯铆钉枪就行;然而对于不锈钢铆钉或者是结构型铆钉说来, 肯定得选用双气缸式或者是液压式的铆钉枪才行, 不然的话在拉铆的过程当中很容易出现卡钉、拉断力不够等这样的问题, 单颗铆钉的处理时间有可能从4秒延长到20秒往上。

第二, 要就气压或者拉力参数给予确认。气动铆钉枪正常工作时的气压一般是处于5.5bar到7.0bar这个范围之内的。要是气压过低, 那么铆钉没办法一次就拉到应达位置, 进而得进行二次补拉;要是气压过高, 就容易致使铆钉芯头被拉断, 最终造成废钉诞生, 于是就得重新钻孔再安装。这两种不同的异常状况都会使得单点作业的时间变为原来的两倍。
其三, 要去确认枪嘴跟铆钉规格是相匹配的, 枪嘴的内径呢, 应当是略微比铆钉芯杆直径大零点一毫米到零点二毫米才好。要是枪嘴过紧的话, 那么装钉所耗费的时长就会比较长;要是枪嘴过松的话, 铆钉在插入工件前面的时候很容易出现滑脱的情况。那些熟练的操作人员常常会在工具旁边配备能够快速更换枪嘴的专用扳手, 依照批次的铆钉规格提前去完成切换。
数据展示于实际产线之中, 有着这样的班组, 其严格地去执行了“三秒法则”, 该班组里单颗铆钉的平均安装时间, 从原本的12秒下降到了6秒以内, 由此效率直接实现了翻倍。
技巧二:工件叠合与定位的“预固定法”
快速铆钉安装进程里, 极易被忽略的时间损耗源自工件的对齐以及固定。要是需铆接的两层或者多层板材之间有相对滑动, 操作人员常常得不断调整孔位对中, 此环节平均耗费整个铆接工时的30%还要多。
以低成本、高效率的形式, 于正式拉铆前边把多层工件转变为以一种整体架构, 此为“预固定法”的核心思路, 具体存在三种操作途径:

首先, 采用快速夹钳或者C型夹。针对批量作业而言, 于工装台架上面预先设定气动或手动的快速夹钳, 把工件先夹到合适位置之后再开展铆接工作。夹钳释放的时间不逾1秒, 然而能够防止每一颗铆钉安装之前的反复对孔。

其二, 运用“对角定位”策略, 当工件上头有4个以及更多铆接点位之时, 先去铆接对角线方向的两颗铆钉将其作为定位点, 此两颗铆钉并非完全拉紧, 保留大概0.5mm间隙, 等到确认所有孔位都对齐之后, 再逐个完成全部铆钉的最终拉紧。这种方式相较于“顺次铆接”, 减少了约40%的孔位调整时间。
其三, 借助铆钉自身所具备的临时固定功用, 部分快速铆钉, 像是大帽沿型、半空心型的, 在插入之后、拉紧之前有着一定的自持能力, 操作人员能够先把所有铆钉预先插入到对应的孔位处, 凭借铆钉自身的摩擦力暂且固定工件叠合的位置, 随后再一起开展拉铆操作, 这种方式把“插钉”以及“拉铆”这两个动作划分成两个接连的批次, 降低了动作切换导致的停顿。
在对某幕墙板材安装项目做实测时, 运用预固定法之后, 一个有着4人的小组, 完成100个铆接点的总工时, 从原本的2.5小时, 缩短到了50分钟, 效率提高的幅度达到了200%。
技巧三:铆接顺序优化的“最短路径原则”
铆接顺序似是个细节之处, 然而其于整体效率所造成的影响, 远远超出了多数人的预估。无规划的铆接顺序会致使操作人员的手臂进行反复的长距离挪动, 会导致铆钉枪气管频繁地缠绕在一起, 会使得工件因应力积累而产生变形进而需要返工, 这些可都是隐形的效率杀手啊。

“最短路径原则”包含两个层面:

空间路径是最短的。在存在多个铆接点分布的情形下, 铆接顺序理应遵循“不重复、不交叉、不跳跃”这样的走位逻辑。操作人员需要从对于自己而言距离最近的一排点位起始, 依照直线或者蛇形顺序逐个完成, 防止手臂在已然完成铆接的区域上空进行“飞越”。当作业区域比较大的时候, 应当把整体区域划分成若干个1.5米×1.5米的“作业单元格”, 逐个单元格推进, 在每个单元格内铆接完成之后移动一次站位。这种分区作业方式相较于无序铆接减少了大概50%的非生产性移动时间。
与应力路径最短的情况相比, 从铆接工艺角度来考量, 铆接顺序会直接对工件变形程度产生影响。若是当铆接点以沿一条直线进行分布时, 那么就必须要从中间向两端挨次开展铆接操作, 而绝不是从一端朝着另一端去推进, 因为后面这种做法会在工件当中积攒单向应力, 进而致使出现翘曲变形现象, 最终不得不额外增添有关的矫正工序。要是针对圆形或者环形分布的铆接点而言, 应当运用“对称跳铆 ”的方式, 首先要铆接于0°以及180°的位置, 接着再去铆接于90°以及270°的位置, 最后再去填补其余的各个点位。采用这种应力呈现对称的铆接顺序, 致使工件的变形量有所减少, 大约减少了70%, 而返工率也从原本平均的8%, 降低到了1%以下。
在某高铁车厢内装板的实际事例当中, 仅仅凭借调整铆接顺序这一项, 8米长侧墙板的铆接变形量, 从3.2mm降低到了0.5mm以内, 完全取消了后续的矫形工序, 总体安装效率提高幅度超越了180%。
之上所述的三个技巧, 各自从工具予以匹配、工件加以固定、作业依照顺序这三个不一样的维度着手切入, 将快速铆钉实施安装的整个过程全部加以覆盖到了。必须着重强调一点的是, 这三项技巧并不是单独孤立开来进行使用的——当“三秒法则”有效解决了工具一端的响应效率问题、“预固定法”顺利解决了工件该端的定位效率问题、“最短路径原则”成功解决了操作那一方向的动作效率问题之际, 这三者叠加起来所产生的综合效应远比单项提升的简单相加要大得多。在实际开展作业期间, 提议按照班组作为单位去展开一回涵盖全流程的动作予以分解以及时间施行测量的活动, 通常情形下能够发觉更多暗藏于“习惯性操作”里的效率出现浪费的点。 每一回实施铆钉枪的扣动动作, 都具备用更为科学的方式付诸完成的价值。










暂无评论内容