

最近, 有着螺丝君留言, 进行咨询, 询问拉铆螺母正确的拉铆方式, 今天, 我们来跟大家, 简单聊一下。
一种被称作拉铆螺母的物件, 它还有拉帽、铆螺母等别称, 由于其具备型式多样的特点, 安装起来能够快速完成得以呈现, 能使连接达到可靠的程度, 所以在目前的状况下, 已经在汽车领域、电子领域、电气设备制造领域以及轨道装备制造等多个领域被广泛地加以应用。
接着, 我们着重呈现铝合金车体制造过程里广泛运用的行程调节型拉铆工艺的原理以及操作, 剖析了此种拉铆模式存在的欠缺之处和应对方法, 针对拉力控制型拉铆工艺借助试验展开了初步探寻和检验, 为诸位日后于铝合金车体上付诸商用, 提供些许可借鉴的经验之谈句号。
01 行程调节式拉铆工艺
目前普遍采用的铝合金车体, 其使用的是滚花圆铆螺母, 该滚花圆铆螺母要通过行程调节式气动拉铆枪, 安装在预制底孔之上, 以此为后续装配提供螺纹。
于安装之际, 按照铆螺母的规格以及待安装位置处的板厚而确定, 要在铆枪之上设定合适的处于压缩状态下的前进距离 S(此 S 也就是铆枪芯轴的行程), 把铆螺母旋转着推进芯轴当中, 接着插入安装孔里, 而后扣动扳机, 芯轴的往回退缩将会挤压铆螺母的薄壁可变形状区域, 可以让它产生塑性变化并且朝着外面鼓起来, 进而把工件夹在这个鼓起来的部分与螺帽之间, 如此便完成了拉铆操作。
这种方式, 主要是借助调节铆枪芯轴的行程, 来达成铆螺母的安装, 所以它被称作行程调节式拉铆工艺。
表1所示的, 一款常用于铝合金车体的某型号M6滚花圆铆螺母的参数, 适用于板厚3至4.5mm的工件。当把它拉铆到板厚为4mm的工件上时, 所需的拉铆行程S等于6.3减e, 也就是6.3减4, 结果为2.3mm。
表.4圆形铆螺母参数

针对铝合金车体运用的挤压铝型材, 因受到挤压工艺的作用, 以及模具制造精度的作用, 还有模具长久使用出现磨损这样的影响, 其实际的板厚或许并不等同于理论板厚, 甚至不同批次的铝型材, 其板厚也是不一样的。
实际板厚比理论厚度低时, 遵循按理论板厚算出的S值来拉铆, 无法让铆螺母变形区全被压缩。在后续使用里, 承受长期震动和冲击载荷的铆螺母, 于螺栓预紧力作用下, 会向着轴向进一步压缩, 致使螺栓预紧力降低、扭矩减小, 进而出现松动, 对产品可靠性造成影响。
为防止出现那种风险, 很有必要于安装之前精确测量每一个铆螺母所处位置的工件板厚, 依据这个去计算拉铆行程S, 以此保证获得最终的拉铆质量。
依旧是以在4mm的板上面进行拉铆M6圆铆螺母作为例子, 要是测量得到工件实际的板厚是3.5mm, 那么它实际所需要的拉铆行程应当被设定为S等于6.3减去3.5等于2.8mm。
02 拉力控制式拉铆工艺
把拉力施加在铆螺母上, 并对其加以控制, 以此来完成铆螺母的拉铆, 这是另外的某种途径, 它与借助变动压缩行程得以完成拉铆的方式并不一样。
这种安装工艺就是, 给拉铆螺母一个充足的轴向拉力, 在轴向载荷作用下, 铆螺母薄壁变形区会迅速达到完全塑性变形, 防止出现行程调节式拉铆工艺里, 因行程和板厚不完全匹配, 致使安装后的铆螺母仍留有部分变形能力的情况。
朝着达成上述目的去, 要求该载荷一块儿满足两个条件: 能让铆螺母变形区出现完全塑性变形, 并且没有超出铆螺母螺纹的负载能力;借助试验, 能够得到不同规格铆螺母产生完全塑性变形所需要的轴向载荷。
将某品牌、规格为M8、M10的拉铆螺母, 与不同板厚的铝试板进行组合, 然后在拉力机上开展拉铆操作, 彼时, 记录轴向载荷与形变曲线的拉力传感器, 就此生成了曲线图(具体为图1至图4)。
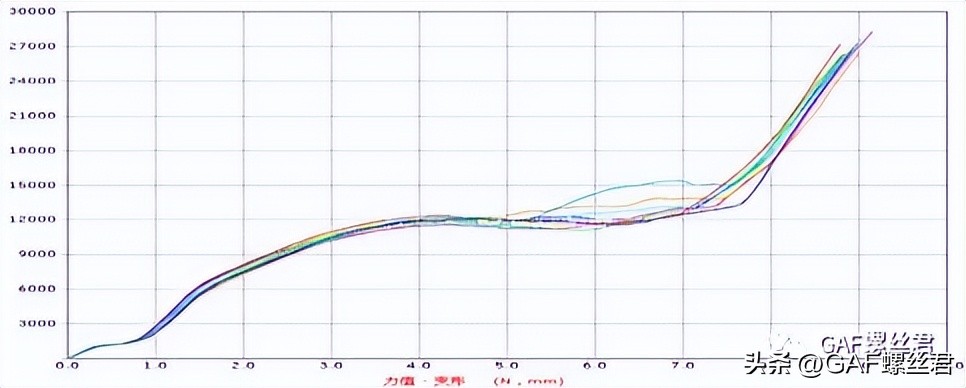
图1 M8铆螺母与3mm试板拉铆试验轴向载荷与形变曲线图
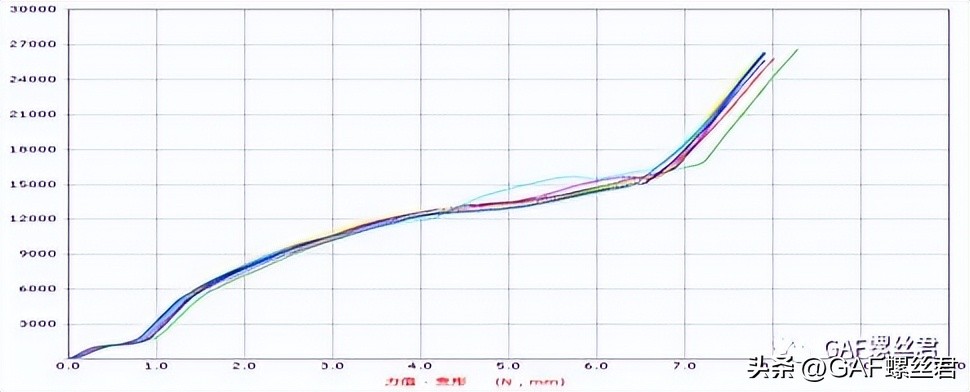
图2 M8铆螺母与4mm试板拉铆试验轴向载荷与形变曲线图
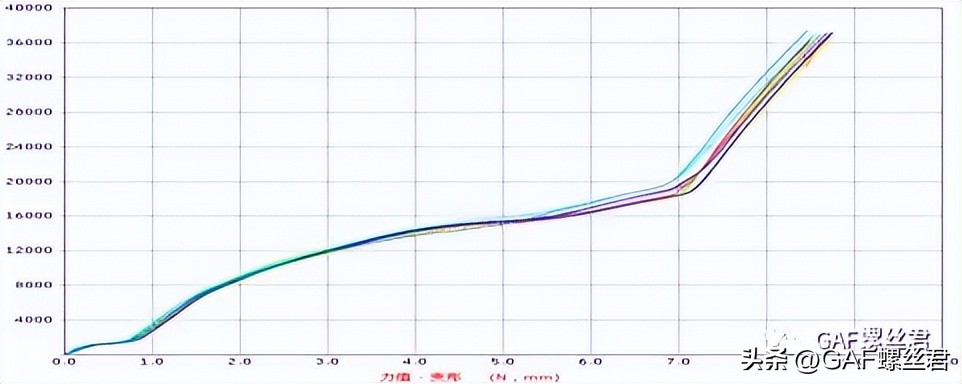
图3 M10铆螺母与5mm试板拉铆试验轴向载荷与形变曲线图
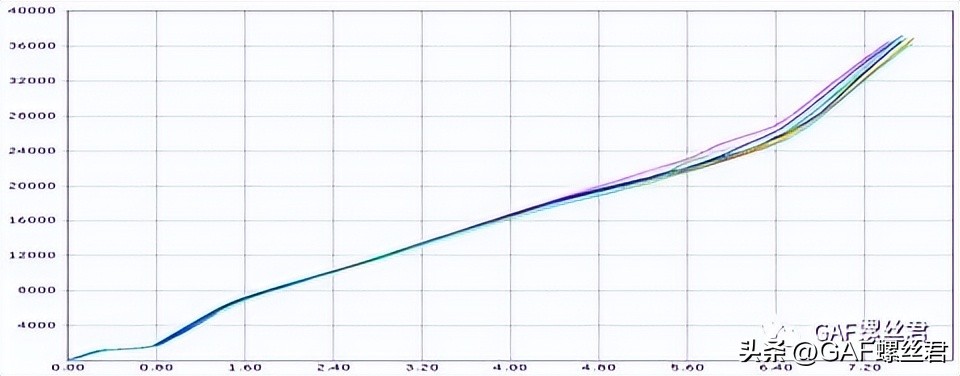
图4 M10铆螺母与6mm试板拉铆试验轴向载荷与形变曲线图
在对铆螺母施加轴向载荷时, 从其与之对应的可体现载荷情况的形变曲线能够看出, 当所施加的轴向载荷得以达到某一数值以后, 在该曲线上出现了显著的、分别属于塑性变形与弹性变形的转折点, 而此点所对应的力值就是铆螺母产生塑 – 弹性转变过程中所需要的临界载荷。
基于载荷·形变曲线可获悉, 当M8、M10这两种铆螺母, 与不同板厚的试板进行组合之际, 出现塑 – 弹性转变之时的临界载荷并不相同, 并且二者都没有超出两种铆螺母的额定负载能力(详情见表2)。
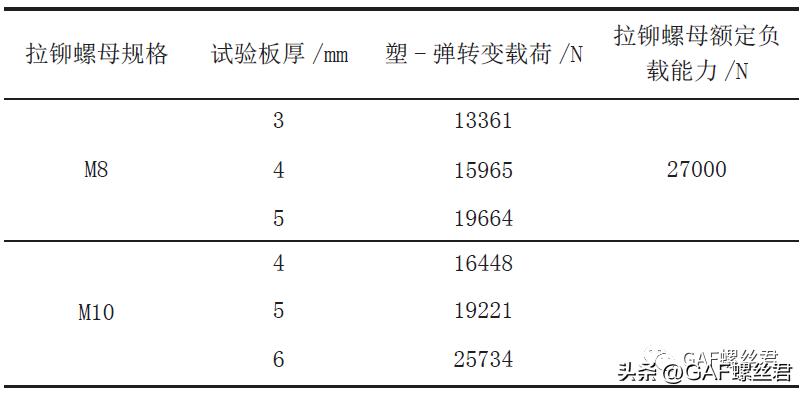

表2 铆螺母塑-弹性转变临界载荷
对于同一规格的拉铆螺母, 它所要夹持的板厚越厚, 那么能够发生塑性变形的区域就越小,而所需的弹 – 塑转变的临界载荷也就越大。
择取某一型号的铆螺母, 选取用于它的最大板厚, 开展类似的试验, 获取弹-塑转变的临界载荷, 这同样对其他板厚产品的拉铆适用。
此载荷能够被界定成该种类铆螺母的标称拉铆载荷, 于拉铆之际只要按照铆螺母的代号在具备拉力控制功能的拉铆工具之上设置妥当拉铆载荷, 便能够在各异的板厚上面拉铆该种类铆螺母, 不存在需再去担忧板厚所产生的影响的情形。
03 建 议
在铝合金车体之上安装拉铆螺母, 行程调节式拉铆工艺具备快速、便捷的特点, 然而其颇为易受板厚的影响, 存在着拉铆情况未达预期致使铆螺母出现预紧力以及扭矩下降的状况, 进而对产品可靠性能够产生影响的风险。为了规避该项风险, 在安装之前要准确测量每一处工件的板厚。这一操作较为繁琐费力, 特别是针对空间受限的结构而言, 操作会更加困难。
一种拉力控制式的安装工艺, 具体是, 通过开展试验, 从而获取每一型号的铆螺母所对应的标称拉铆载荷, 然后, 在进行拉铆操作时, 仅仅需要依据铆螺母的型号, 在拉铆工具上设定好相应载荷, 这样便能够在具有不同板厚的产品上实施连续拉铆。
在高速铝合金车体制造领域, 此处拉铆工艺值得推广, 因为相较于行程调解式拉铆工艺, 该种安装方式从根本上避免了板厚对拉铆的影响, 能有效保证铆螺母的最终要求, 而此领域对铆螺母要求极为苛刻。










暂无评论内容