
摘要: 其一为范围, 其二是规范性引用文件, 其三乃总则, 其四是焊接符号, 其五是焊缝符号于图样上的具体表示方式以及相应标注, 其六是附录A(此为规范性附录)包含的常。
1 范围
2 规范性引用文件
3 总则
4 焊接符号
5 焊缝符号在图样上的表示及其标注
6 附录A(规范性附录) 常用焊接方法代号
7 附录B(资料性附录) 标注示例
1一般均适用
2规范性引用文件
以下这些文件里的条款, 借助本标准的引用, 进而变成了本部分的条款。只要标注了日期的引用文件, 那在其之后出现的所有修改单,并非纠错的内容, 或者是修订的版本, 都不适用于本标准。不过呢, 对于那些依据本部分达成协议的各方, 是鼓励他们去研究一下是否可以采用这些文件的最新版本的。只要是没标注日期的引用文件, 其最新的版本是适用于本标准的。
GB/T 324―1988 焊缝符号表示法
GB/T 5185―2005 焊接及相关工艺方法代号
标准号为GB/T 12212―1990 的, 关于技术制图方面的, 涉及焊缝符号的尺寸、比例及简化表示法的内容。
3 总则
3.焊接标注, 要能够清晰地表明, 所要说明的是焊缝, 且不至于让图样增添过多解释性文字。
3.2, 焊缝符号通常是由基本符号跟指引线共同构成的。在有需要的情况下, 还能够增添辅助符号、补充符号以及尺寸符号等等。
3.焊接符号涵盖了所有用以焊接标注的符号, 还有代号以及数据, 焊接标注包含焊接符号的标注, 以及各种说明。
3.4, 对于常用焊缝符号的采用, 其标注应当按照本标准, 以及GB/T 324和GB/T 12212的相关规定去执行。
3.在产品图样以及设计文件当中, 通常不会规定焊接方法, 其技术条件里应当注明焊接的技术要求, 由工艺部门去确定具体的焊接工艺, 这其中含括焊接方法, 在必要的情况下, 产品图样以及设计文件里面也能够给出焊接方法, 焊接方法的标注依照GB/T 5185, 常用焊接方法代号可见附录A。
4 焊缝符号
4.1 基本符号
4.1.1 基本符号是表示焊缝横截面形状的符号,
常用基本符号见1。
常用基本符号
4.1.2 在焊接标注时,焊缝的基本符号必须标注。
4.1.3, 对于那需要开坡口的焊缝而言, 要是设计针对坡口形状有着特殊要求的话, 那么就应当在技术图样当中画出焊缝坡口的断面图, 而且还要明确各项要求才行;要是设计对坡口形状没有特殊要求呢, 那么在技术图样里就不做规定, 而是应由工艺人员在工艺文件当中去予以明确。
4.2 辅助符号
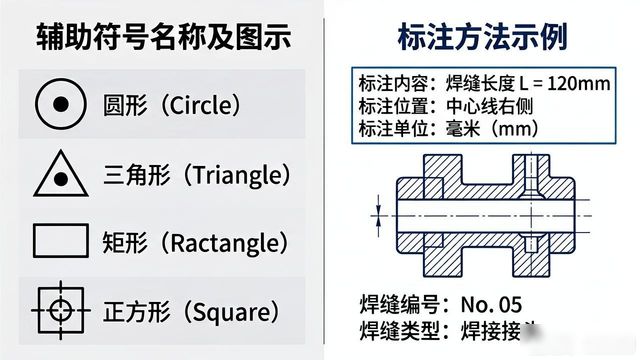
4.2.1, 辅助符号, 是用来表示焊缝表面形状特征的符号, 其相关内容见表2。
表2 辅助符号
4.2.2 对焊缝的表面无要求时,则不标注辅助符号。
4.3 补充符号
4.3.1, 补充符号乃是用于补充说明焊缝某些特征而采用的符号, 其展示于表3之中 , 见表3。
4.3.2, 一旦焊缝呈现出表3所列出的那些特征, 那么就必然要去标注与之相对应的补充符号。
表3 补充符号
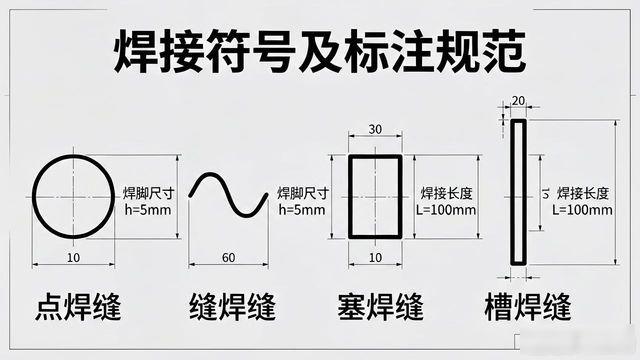
4.4 尺寸符号
4.4.1, 常用尺寸符号列于表4, 表里各尺寸符号, 于图样当中需标明具体数值。
表4 焊缝尺寸符号
4.4.2, 确定尺寸, 此尺寸有关焊缝位置, 它不在焊缝符号里给出, 而是于图样上面进行标注。
4.4.3, 塞焊缝, 槽焊缝, 带有斜边的情况下, 需标注孔底部的尺寸。
5 焊接符号在图样上的表示及其标注
焊接标注若要算完整, 一方面需要有上述所说之基本符号, 另一方面要有辅助符号, 再者要有补充符号, 另外还要有尺寸符号及对应数据, 除此之外, 还涵盖指引线与必要的说明。
5.1 指引线
指引线通常是借助带有箭头的指引线, 也就是箭头线, 以及两条基准线构成, 有一条基准线是细实线, 另条就是虚线, 两条基准线两者间隔为2b, 这里b是视图轮廓线宽度, 可参照图1哟。基准线一般来讲应该和图样的底边保持相平行, 然而在特殊条件的状况下也能够做到与底边相垂直。
5.1.1 箭头线和焊缝的关系
a) 焊缝处于箭头所指的那一侧, 具体显示为: 就如同图2(a)呈现出来的那样, 也就是说箭头线精准地指向了焊缝处。
b) 焊缝处于非箭头的那一侧, 呈现的情况如同图2(b)所显示的那样, 也就是说箭头线所指向的位置是在焊缝的背面。
图2 带单角焊缝的T型接头
5.1.2箭头线的位置
a)焊缝相关的箭头线, 其相对的位置基本没有特别的要求, 然而, 当对焊缝进行标注的时候, 具体是标注形焊缝, 这个时候的箭头线, 需要指向有着坡口情况的一侧对应的工件, 这一情况可以参考图3。
b)必要时,允许箭头线弯折一次,见图4。
5.2 焊缝在图样上的表示
5.2.1, 各种各样不算点焊缝、缝焊缝、塞焊缝以及槽焊缝的焊缝, 当在图样那里进行表示的时候, 对于此情况理应去符合下面所叙述的规定。
a)可看到, 焊缝纵向能够用2b至2.5b这般粗细相同的实线予以表示, (此实线可采用与黑色不同的颜色), 情况如图5(a)所示。
b) 焊缝纵向不可见, 可用等同于2b至2.5b粗 细的粗虚线来表示, 具体见图5(b)。
c) 焊缝的横截面, 要依据焊缝真实的截面形状去绘制, 并且将其涂黑, 其所参照的是图5(c)。在有必要的情况下, 可以使用细实线把焊接前的坡口形状等一一画出, 其参照的是图5(d)。
5.2.2, 点焊缝, 缝焊缝, 塞焊缝以及槽焊缝, 于其径向位置之上, 应当使用呈粗实线状的“+”来予以表示, 在其长度向的位置。
应用细点划线表示,参见附录B表B.1序号15示例。
5.若焊缝于一个视图之中已然表达得明晰, 那么便准许将其在其余的视图之上予以省略。
5.3 基本符号在基准线上的表示
5.3.1 常用基本符号的画法及比例,见表5。
表5 常用基本符号的画法及比例
5.3.2 基本符号在基准线上的表示
a)要是焊缝处于箭头那一侧, 那么就要把基本符号标注在基准线的细实线那一侧, 瞧瞧图6(a)。
b)若是焊缝处于接头的非箭头那一侧, 也就是属于不可见焊缝的情形, 那么就要把基本符号标注在基准线的虚线这一侧, 可查看图6(b)。
c)在对标示对称焊缝以及双面焊缝的时候, 有时候可以将虚线基准线进行省略, 这种情况可以参见图 6(c)()
5.4 焊缝标注原则
5.到了4.1这个时间节点, 要是在图样之上已然运用图示的方式绘制出焊缝, 就应当与此同时标记焊缝符号, 这幅图可以参见图6。
5.4.2 各种符号相对于基准线的位置见图7。
图7 符号相对于基准线的位置
5.4.3, 尾部符号被标于箭头线的尾部, 且它是以90度开口实现对称于基准线的。
5.4.4, 基准线上标注的各类焊缝符号的位置, 不因为箭头线方向改变而改变方向, 各类焊缝符号的方向, 不因为箭头线方向改变而改变方向。尾部符号处标注的内容, 不因为尾部方向改变而改变上下顺序,尾部符号处标注的内容,不因为尾部方向改变而改变左右顺位。
5.4.5, 当基本符号, 也就是辅助符号、补充符号, 标注在基准线下方的时候, 其方向应当与标注在基准线上方的时候相对称。
仅仅单面的符号才能够去标注处于基础件其中一侧的焊接情况, 而在基础件两侧都有的那种焊接, 是不可以采用双面符号来进行标注的, 具体的请查看图8。
5.4.7, 按 5.3.1 的规定, 焊接标注的焊缝符号, 其数字和字符, 要与图样里相应数字和字符的型式、字体宽度以及字体高度相一致。在 CAD 绘图里, 属软件锁定的焊接符号与字符, 其大小允许存在。
5.4.8, 在那种需要进行标注的尺寸数据数量较多, 并且不容易分辨清楚的情况下, 应当在数据的前面增添相应的尺寸符号。
5.4.9 焊缝符号的标注尽可能简化。
5.4.10, 当基本符号的右侧不存在任何标注, 并且没有其他说明的情况下, 这就意味着, 焊缝在工件的整个长度范围之内是连续的。
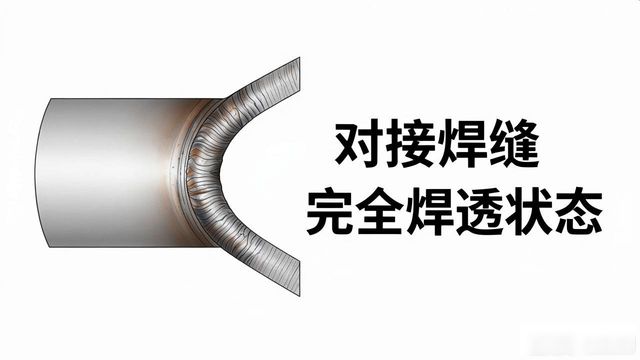
5.4.11, 于基本符号左侧, 不存在任何记号标注的情况下, 并且没有其他相关说明之时, 此情形意味着对接焊缝需要达成完全焊透的状态。
5.4.12 当对焊缝段(点)数无严格要求时,允许省略。
幻灯片27
5.4.13, 焊缝符号里头, 处于尾部符号之后的、不带括号的数字, 用来表示焊接方法, 而带括号的数字, 则表示焊接处数。请看附录B表B.1序号3的示例。在不会引发误解的状况之下, 可以省略虚线基准线以及“(N)”的括号。请看附录B表B.1序号4的示例。
5.4.14, 于焊缝符号之内对交错对称焊缝尺寸予以标注之际, 准许于基准线上仅作一次标注, 可见附录B表B.1序号6之示例。
5.4.15, 在这样一种情形下, 同一图样里一切焊缝处于相同状况, 并且借助图示方式已然清晰表明其位置, 此时能够统一于技术要求当中, 运用符号来进行表示。
5.四月十六日,焊缝段或者点的特殊分布要求, 像是左右呈现对称状态, 焊点均匀分布这种情况, 能够在尾部符号的地方, 使用文字简洁明了地标注出来。
5.4.17, 在有必要的情形下, 能够给出焊条或者焊丝的牌号, 并且将其标注在基准线的上方, 或者是下方, 且处于与基本符号相反的那一侧, 这可见附录B表B.1序号23的示例。
5.4.18, 于同一图样里, 若若干条焊缝的坡口尺寸跟焊缝符号都相同, 能够采用在焊缝符号的尾部上加注相同焊缝数量的方式来简化标注, 其他形式的焊缝, 依旧得分别标注, 见附录B表B.1序号24示例。
附录A
(规范性附录)
常用焊接方法代号
焊接方法的代号, 是按照GB/T 5185来确定的, 常用的那些焊接方法, 以及它们相应的代号, 在表A.1当中可以看到。
表示A.1这个表格, 它呈现的是常用那类焊接方法以及对应的编号代码。
附录B(资料性附录)标注示例
常用焊接标注示例见表B.1。
表B.1 焊接标注示例
倘若各位觉得还好, 那就赶快收藏, 有打算下载随后打印的那些同学, 要用快捷键Ctrl + P去实施打印操作!









暂无评论内容