
咨询, 最近, 有螺丝君留言, 询问拉铆螺母恰当的拉铆方式, 今天, 咱们就来跟大伙简要聊一聊。
拉铆螺母还被称作拉帽、铆螺母各类称呼, 鉴于其具有型式多样的特性, 具备安装快速的特点, 拥有连接可靠的优势, 当下已经在汽车领域广泛应用, 在电子领域广为使用, 在电气设备制造范畴大量运用, 在轨道装备制造范围普遍采用 , 呈现多点覆盖多处覆盖的态势。
下面, 我们着重介绍铝合金车体生产里普遍采用的行程调节式拉铆工艺的原理以及操作, 剖析此种拉铆方式的不足之处与应对举措, 针对拉力控制式拉铆工艺借助试验开展了初步研究与验证, 为各位往后在铝合金车体上应用, 给予一些经验。
01 行程调节式拉铆工艺
当前, 铝合金车体广泛采用的是滚花圆铆螺母, 它在预制底孔上由行程调节式气动拉铆枪来安装, 以此为后续装配供给螺纹。
进行安装之际, 按照铆螺母的规格以及待安装位置的板厚情况,于铆枪之上设定恰当合适的压缩行程S, 也就是铆枪芯轴的行程, 把铆螺母旋进芯轴且插入安装孔, 扣下扳机, 芯轴的回缩会挤压铆螺母薄壁变形区, 致使其产生塑性变形且往外凸起, 进而把工件夹持在凸起与螺帽之间, 最终完成拉铆。
采取的这般方式呢, 主要是借助调节铆枪芯轴的行程, 从而达成铆螺母的安装, 所以它被称作行程调节式拉铆工艺。
常用于铝合金车体的一款某型号M6滚花圆铆螺母的参数, 在表1中呈现, 它适用于板厚3至4.5mm的工件, 要是把它拉铆到板厚4mm的工件上, 那么所需拉铆行程S等于6.3减e, 也就是6.3减4, 结果是2.3mm。
表.4圆形铆螺母参数
所用挤压铝型材用于铝合金车体, 因受挤压工艺影响, 且受模具制造精度影响, 还受模具长期使用发生磨损影响, 其实际板厚或许不等于理论板厚, 并且不同批次的铝型材板厚也并非全部都是一样的, 存在差异。
当实际的板厚比理论厚度低的时候, 依据理论板厚算出来的S值去进行拉铆, 没办法让铆螺母变形区整个被压缩。在后期投入使用的阶段, 承受长期震动以及冲击载荷的铆螺母, 在螺栓预紧力发挥作用的情况下, 会顺着轴向产生进一步的压缩, 进而致使螺栓预紧力降低、扭矩减小, 以至于出现松动现象, 对产品可靠性造成影响。
要防止那种风险, 需要在将进行安装之前精准测定每一个铆螺母所在位置处的工件板的厚度, 依据这个来算出拉铆行程S, 以此保证最终的拉铆质量。
那还是拿在4mm板上拉铆M6圆铆螺母来举例, 要是测出来工件实际的板厚是3.5mm, 那么它实际所需要设定的拉铆行程就是S等于6.3减去3.5, 结果是2.8mm。
02 拉力控制式拉铆工艺
将施加于铆螺母之上的拉力予以控制, 借此来达成铆螺母的拉铆, 这是一种途径, 它不同于那种通过去调节压缩行程进而完成拉铆的方式。
这种安装工艺, 是经由赋予拉铆螺母充足的轴向拉力, 在轴向载荷发挥作用时, 铆螺母薄壁变形区域会迅速达成完全塑性变形, 防止发生行程调节式拉铆工艺里因行程与板厚不完全适配致使安装后的铆螺母仍留存部分变形能力的情况。
为达成上述目的, 该项载荷得同时符合两个条件, 其一, 要让铆螺母变形区出现完全塑性的变形情况, 其二, 这种变形不能超出铆螺母螺纹的负载能力范围。经由试验, 能够获取不同规格铆螺母发生完全塑性变形所需要的轴向载荷。
在拉力机之上, 针对某款品牌, 其有着M8、M10这种规格的拉铆螺母, 当它跟不同板厚的铝试板组合起来之后开展拉铆操作时, 拉力传感器所记录下来的是轴向载荷与形变曲线图, 此曲线图呈现于图1至图4之中。
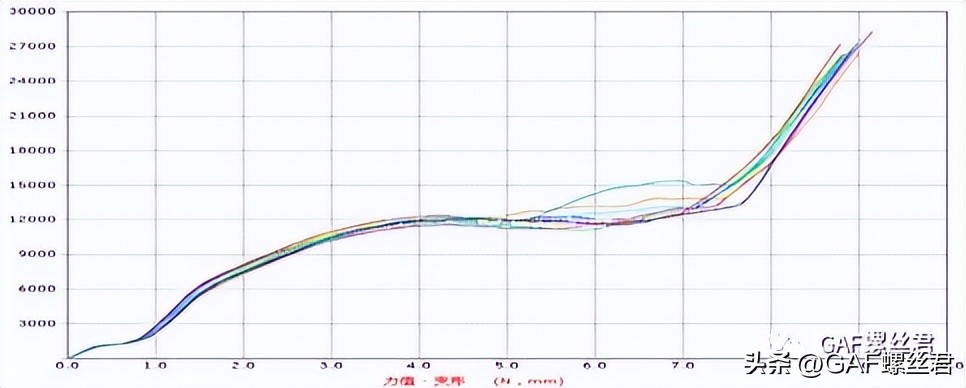
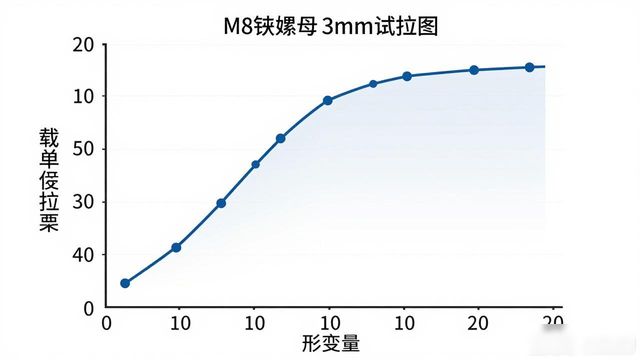
图1 M8铆螺母与3mm试板拉铆试验轴向载荷与形变曲线图
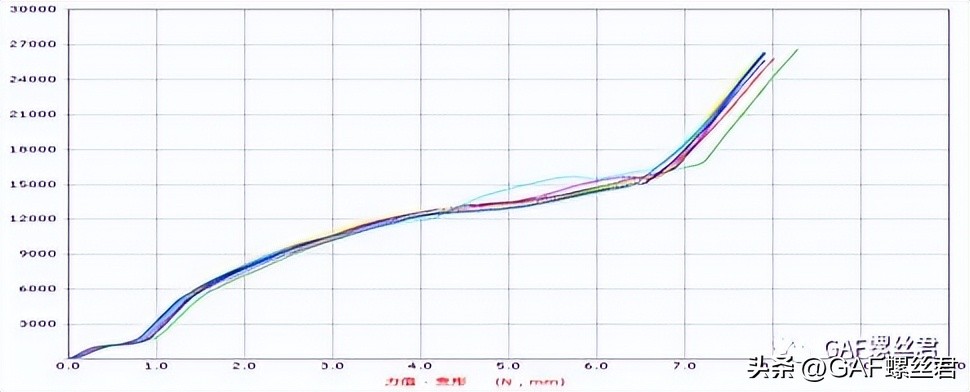
图2 M8铆螺母与4mm试板拉铆试验轴向载荷与形变曲线图
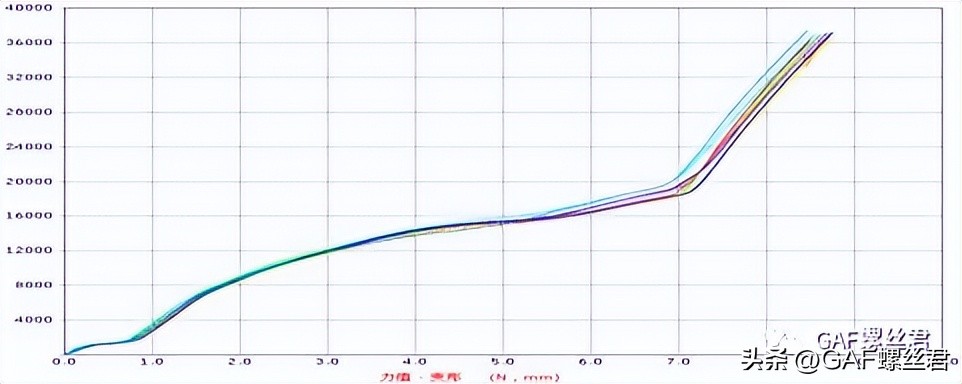
图3 M10铆螺母与5mm试板拉铆试验轴向载荷与形变曲线图
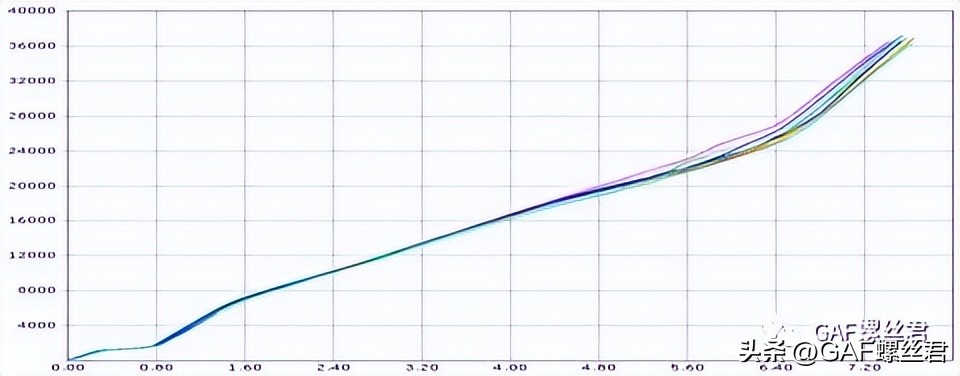
图4 M10铆螺母与6mm试板拉铆试验轴向载荷与形变曲线图
沿着载荷形变曲线来看, 当专为铆螺母所施加的轴向载荷抵达某一特定数值之后, 曲线上显著地呈现出明显经历塑性变形跟弹性变形的拐点, 此点所对应的力值实际上就是铆螺母发生塑 – 弹性转变所需要的临界载荷。
借助载荷·形变曲线得以发现, 对处于M8/M10这两种铆螺母, 以及不同板厚试板组合的情况而言, 发生塑 – 弹性转变之际的临界载荷是不一样的, 并且都没有超出这两种铆螺母的额定负载能力(如可见表2)。
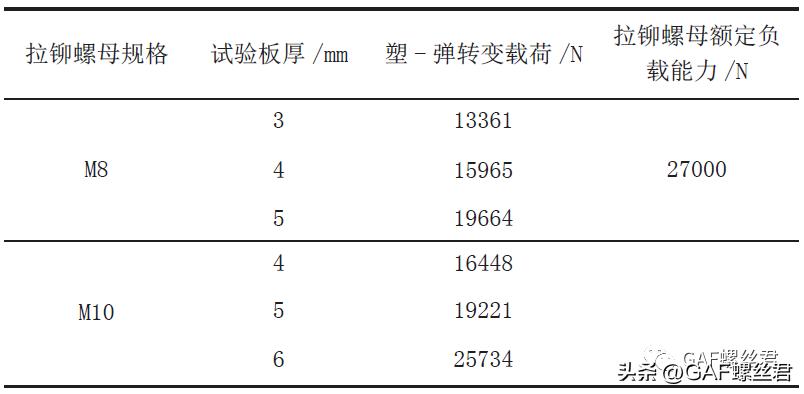
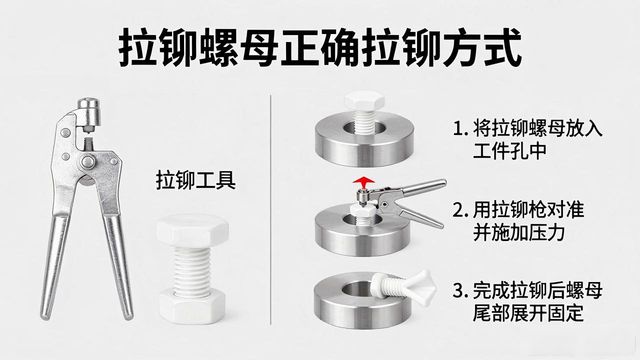
表2 铆螺母塑-弹性转变临界载荷
存在同一规格的拉铆螺母, 对于它而言, 所夹的板厚度变得越厚, 那么能够发生塑性变形的区域就越小, 而所需的弹 – 塑转变的临界载荷也就越大。
针对某一型号的铆螺母, 挑选出它所适用的最大板厚来开展类似试验, 进而获取其弹 – 塑转变的临界载荷, 此临界载荷同样能应用于对其他板厚产品进行拉铆。
可将该载荷定义为这种类型铆螺母的标称拉铆载荷, 拉铆的时候, 只需依据铆螺母型号在具有拉力控制功能的拉铆工具上面设定好使拉铆载荷, 就能够于不同的板厚情况下对这种类型的铆螺母进行拉铆, 不需要再去顾虑板厚所带来的影响。
03 建 议
将拉铆螺母安装于铝合金车体之上, 行程调节式拉铆工艺具备快速且便捷的特点, 然而其受板厚的影响颇为显著, 存在因拉铆未到位致使铆螺母出现预紧力以及扭矩下降情况, 进而对产品可靠性产生影响的风险。为避免此风险, 于安装之前需精确测量每一处工件的板厚, 这一过程较为繁琐且费力, 尤其是针对空间受限的结构, 操作难度更高。
能够依据拉力控制式安装工艺, 借助试验获取每一型号铆螺母的标称拉铆载荷, 在拉铆期间, 只需按照铆螺母型号于拉铆工具上设定好载荷, 便可针对不同板厚的产品来展开连续拉铆。
该种安装方式, 其与行程调解式拉铆工艺相比, 从根本之处避免了板厚对拉铆过程所产生的影响, 能够有效地保证铆螺母的最终状态, 在对质量要求极为苛刻的高速铝合金车体制造这个领域, 此种拉铆工艺是值得进行推广的。











暂无评论内容