
无心磨, 也就是无心磨削, 它是磨削加工当中的一种方式, 它存在着导轮以及磨削轮这两个砂轮, 导轮会带动圆柱形的工件在垫铁之上进行转动, 磨削轮则对工件起到磨削的作用, 无心磨归属于周磨法。
无心磨床研磨原理

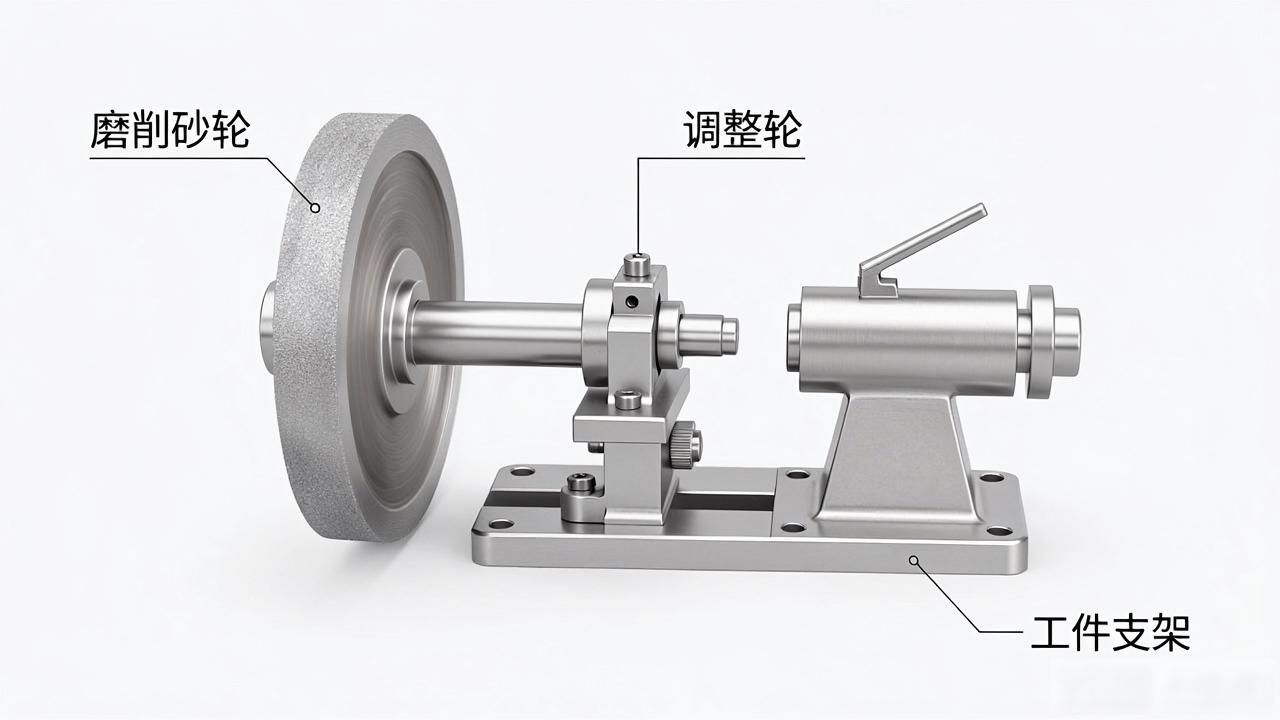
无心研削法是由磨削砂轮、调整轮以及工件支架(托架)三个机构构成的, 其中磨削砂轮实际从事磨削工作, 调整轮控制工件旋转,且使工件产生进刀速度, 至于工件支架则是在磨削时支撑工件, 这三种机件存在数种配合方法, 不过停止研磨除外, 在原理层面都是相同的。
无心磨砂轮, 是安装于无心磨床上使用的砂轮, 它会与导轮、托板相互作用, 进而组成一种磨削方式, 被加工的工件会经托板托住, 当由导轮向托板方向圆周运动带动工件旋转时, 由无心砂轮进行磨削, 在磨削工件时, 其表面质量较高, 精度相对而言也很高, 在磨削过程中, 选择砂轮粒度相当重要, 粗粒度的无心磨砂轮常常用于粗磨加工, 只能加工要求不算高的工件, 一般在加工时, 为了加快磨削速度, 对于加工量较大的工件, 第一道加工都会采取这种方法, 这是因为它具有加工速度比较快的特点, 不过工件的光洁度较低。

相比之下, 细粒度的、用于无心磨砂轮加工的工件, 其质量精度呈现相反情况, 它的加工速度略微慢些, 然而被加工的工件具有较高的光洁度, 要是选择的粒度恰当, 能够达成镜面效果, 所以, 选择无心磨砂轮得依据工件的技术工艺要求来具体做出选择, 这里面涵盖了砂轮的硬度、组织密度以及粒度的选择, 磨削不同的工件, 所选择的切削液也不一样, 对于普通的铁质工件, 我们仅需采用普通的切削液, 而在磨削铝类软质零件时就需要使用煤油来进行冷切工作。
无心磨研磨方法
1、固定样式的砂轮架设立在床身之处作无水操作的圆形外部磨削加工的机床装置, 这类模式是磨床边无障碍物的砂轮搁放于床身之上, 引导轮和支撑托架之间能够进行相对的调节移位工作, 基于通行磨削或者直接插入进行表层磨削的情况的时候, 引导轮件、支撑托架件以及被加工的物件一起开展进给以及补偿动作。
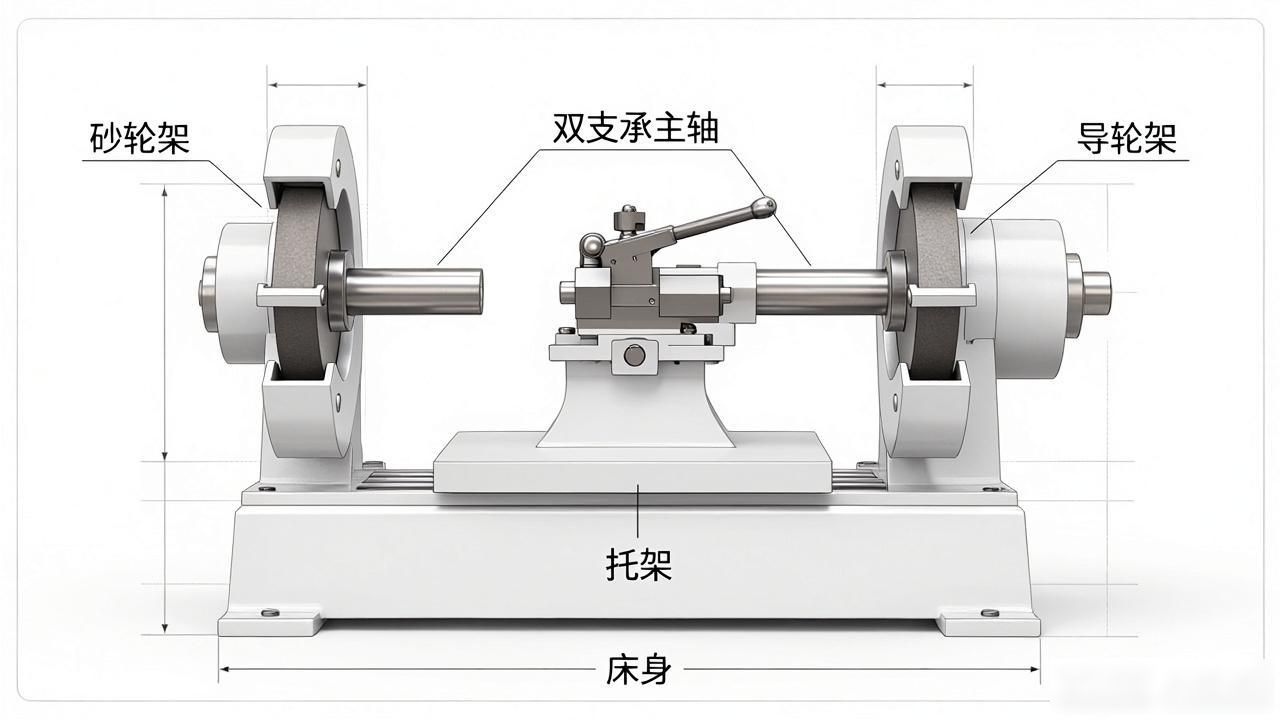
2、有这样一种磨床, 叫砂轮架移动式无心外圆磨床, 其托架固定于床身, 砂轮架以及导轮架相对于托架能够进行调整运动, 在特殊情形下还可开展进给运动, 而此类无心磨床的砂轮、导轮主轴大多运用双支承结构形式。
3、具备倾斜式结构的无心外圆磨床, 这种特定形式下的砂轮, 其与导轮中心所形成的连线, 和水平面之间呈现出倾斜α角。托架乃是固定于床身之上的部件, 另外, 砂轮的主轴以及导轮的主轴, 均采用双支承结构。导轮架相对于托架而言, 能够进行调整运动, 还有, 砂轮架会作出进给补偿运动。











暂无评论内容