
别的要求是, 基准符号使用英文字母A标注, 剖视图符号使用英文字母B标注, 向视图符号使用英文字母C标注, 并且同一张图纸里边不能有重复的情况。
三、图面质量核心要求1. 图幅选择原则
在可以将所有内容都清晰予以表达的情形下, 图幅越小便越是适宜, 即: 要是能够使用 A4 的话, 那就不要选用 A3, 倘若可以采用 A3 的话, 那就不要再去用 A2。不过, 非常需要留意一点儿, 绝不能够为了节省纸张进而挑选过小的图幅, 致使打印之后标注变得模糊不清, 给加工造成麻烦。
2. 图面布局要求
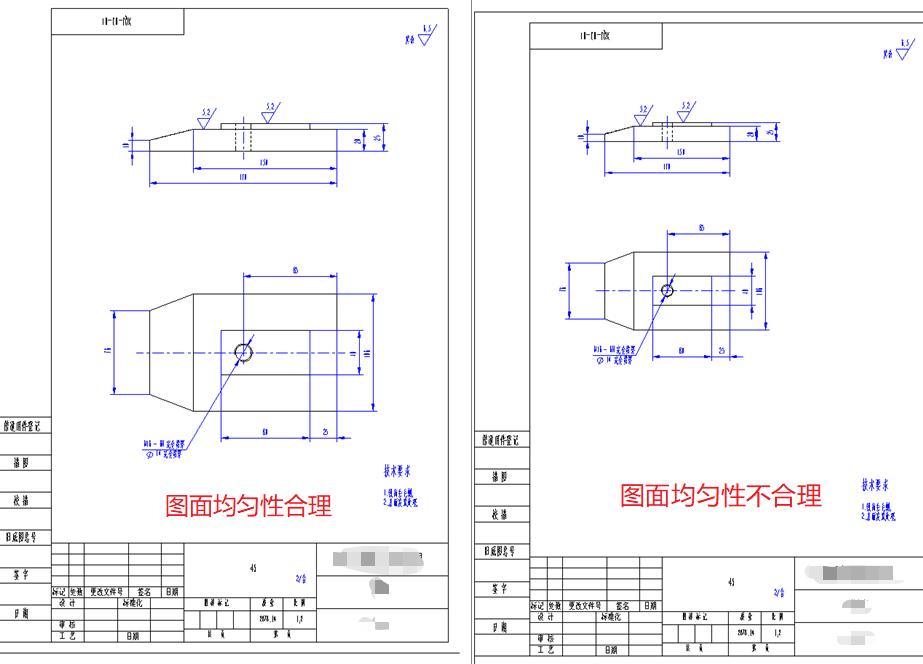
一件堪称艺术品的是一张质量上乘的图纸, 其视图的位置需合理安排, 尺寸标注的位置也要合理安排, 加工符号的位置同样要合理安排, 技术要求的位置也得合理安排, 明细表的位置更得合理安排, 以此来确保图面整体呈现出均匀美观的状态, 杜绝出现一侧显得过度拥挤, 而另一侧显得过度空旷的情形。
3. 比例选择要求
有国家标准推荐比例当被优先选用, 这比例包含 1:1、1:2、1:2.5、1:5 等;为了达成布局美观这一情况, 1:7、1:8 等整数比例也能够被采用, 然而 1:5.5、1:6.5 这类小数比例是严禁使用的。
留意: 局部放大图所具备的比例呈现为「图样尺寸跟实物尺寸」之间的比值, 举例来说, 原图对应的比例是 1:2, 而会将其局部放大 4 倍, 那么在放大图之上应当标注为 2:1, 并非是 4:1。
4. 视图简化原则
在能够清晰呈现零件形状的情形下, 视图数量宜越少为佳。把最能够体现零件主要结构的视图当作主视图, 在存在必要时增添其余视图。对于毫无尺寸标注的多余视图, 一定要直接予以删除。装配图和焊接图并不需要表达全部零件的细节部分, 但是务必要清晰明白地展示出装配之间的关系、焊接具体位置以及重要零件的轮廓。
5. 尺寸标注规范
尺寸标注是图纸的核心,直接决定零件能否正确加工:
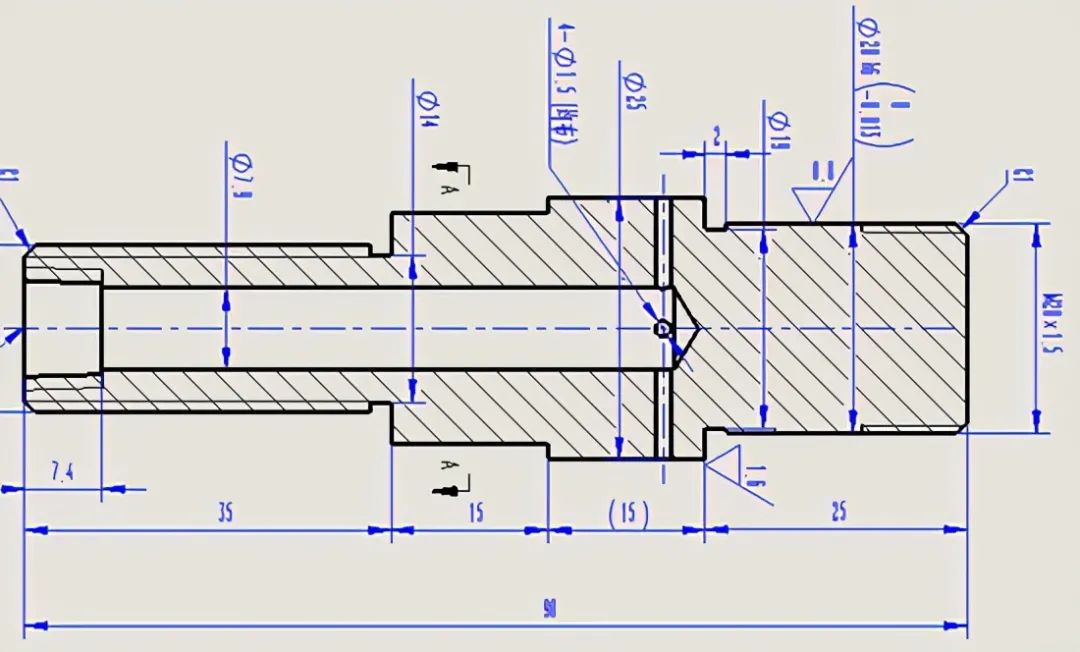
实现基准之统一: 尽可能达成设计标准的基准、制造环节的基准、测量方面的基准, 这三者达到统一, 以最大程度去削减制造时所产生的误差。
需防止出现封闭的情况, 尺寸链是不被准许进行封闭以及重复定位的, 假若是确实需要做标注处理的参考尺寸, 则是要在上边加上括号的。
联系集合里, 存在关联关系的尺度尽可能标于同一个视角中, 就像孔洞的定位尺度以及形状尺度那般。
对于数值圆整, 非作为加工面的尺寸情形下, 优先去选用属于5以及10的整数, 而针对加工面的尺寸之时, 能够选用比5的整数倍要小1至3毫米的数值, 长度尺寸要保留一位小数进而达到圆整要求, 角度尺寸会保留一位小数实现圆整标准。
首要排列要求是, 尺寸线不可以出现交叉的情况, 零件序号要按照顺时针或者逆时针的顺序进行统一排列, 绝对不可以遵照行列排列。
四、加工与公差规范1. 加工符号与粗糙度
粗糙度通用标准:
2. 尺寸公差
配合选择:过盈、过渡、间隙配合均按国家标准推荐值选用
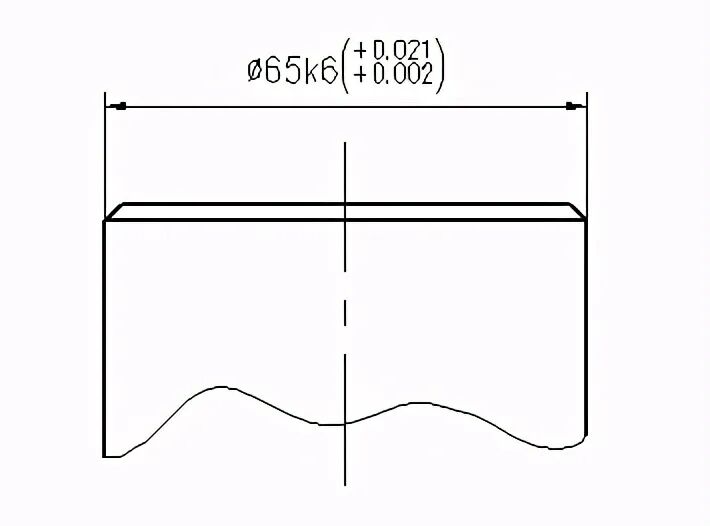
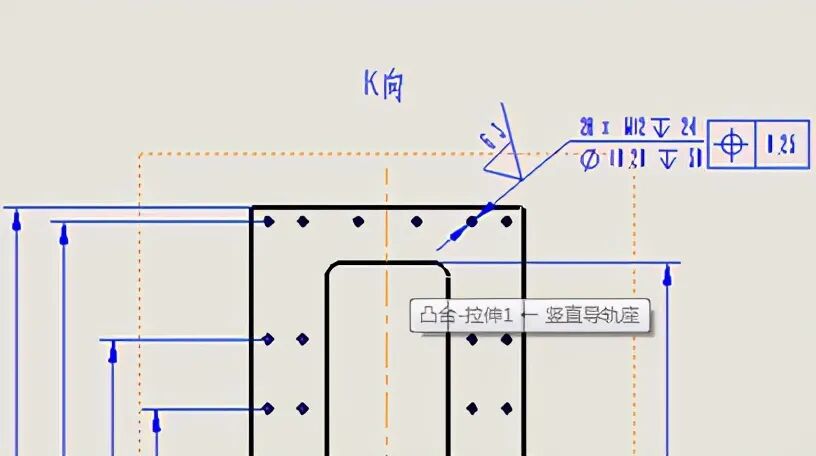
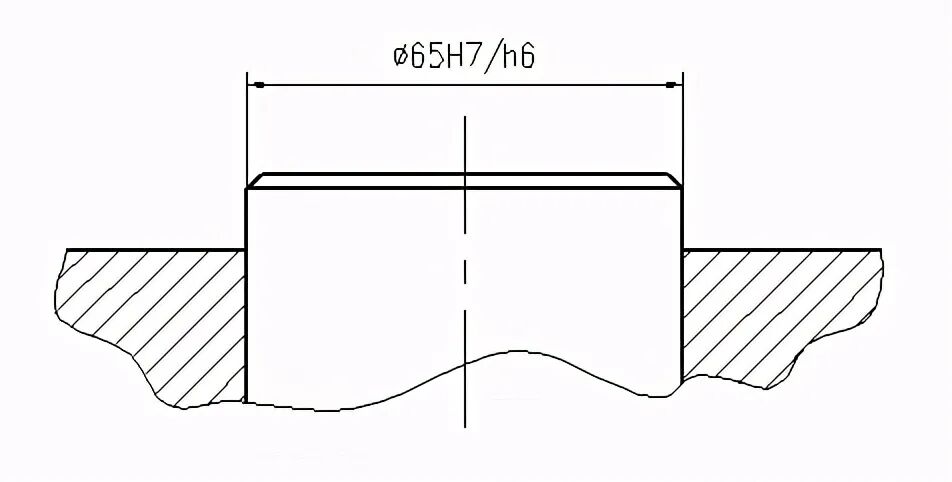
标注方式为, 在零件图里, 线性尺寸要合在一起进行标注, 并且标注的具体内容是「公差代号 +(极限偏差)」。
装配图的标注中, 配合代号采用分数形式, 其中分子是孔的公差代号, 分母是轴的公差代号。
3. 形位公差
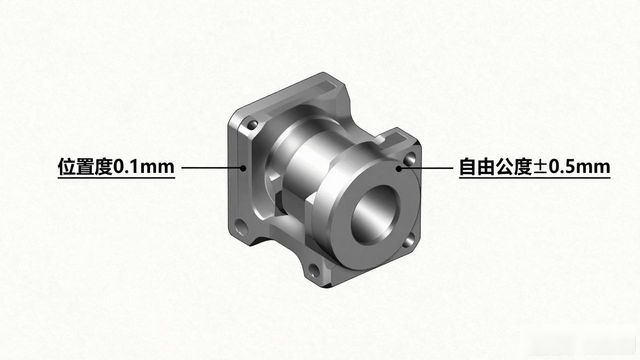
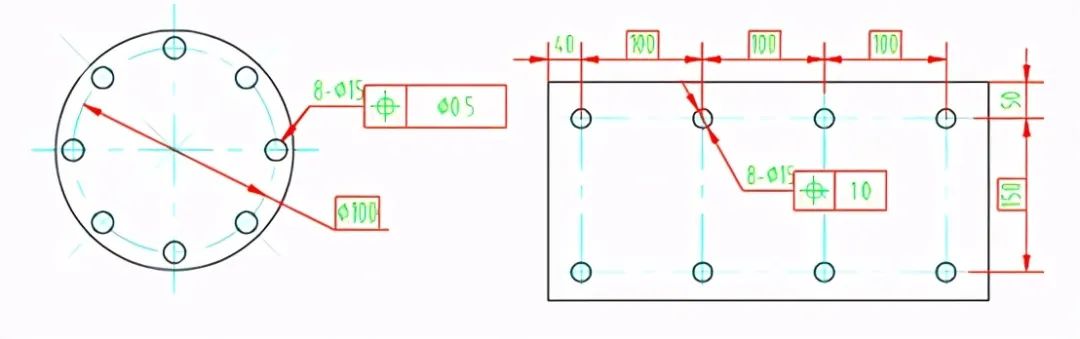
重点推广使用位置度公差,自由公差无法满足孔的定位精度要求
要进行安装定位尺寸的应用, 就得采用带框尺寸, 且要与位置度公差一同配合来使用, 还要借助工装以及机床精度去予以保证。
五、材料、焊接与标准件规范1. 材料选择与标注
标注的要求是, 每一个零件都一定要标注材料的名称, 装配体的材料栏要标注「装配体」, 焊接件的材料栏要标注「焊接件」。
常用材料推荐:
2. 焊接规范
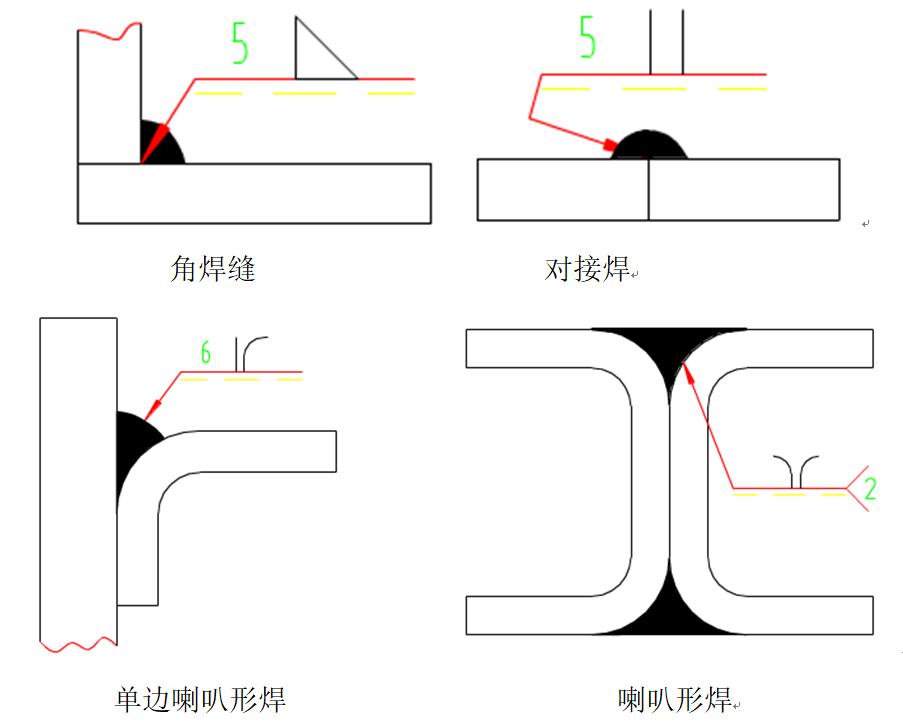
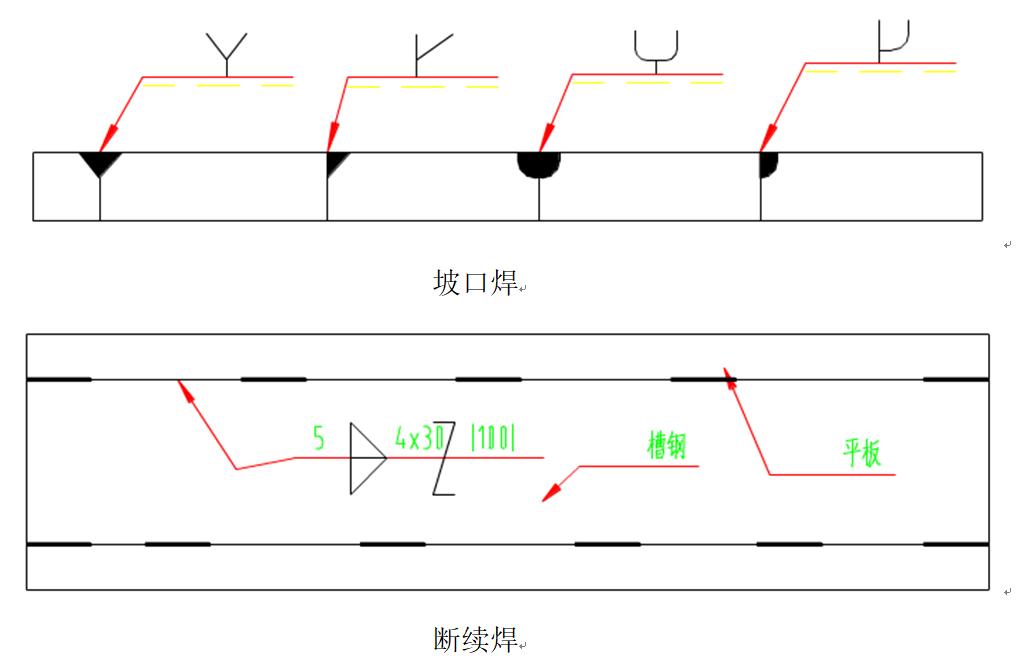
常用焊缝符号所具有的含义是, K代表着焊缝高度, n代表着焊缝段数, L代表着焊缝长度, e代表着焊缝间隔, N代表着相同焊缝数。
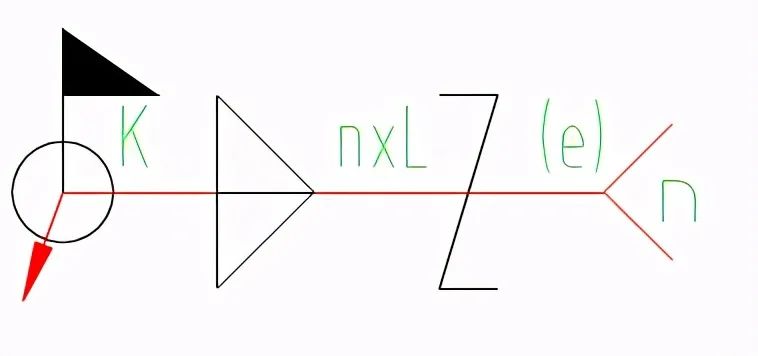
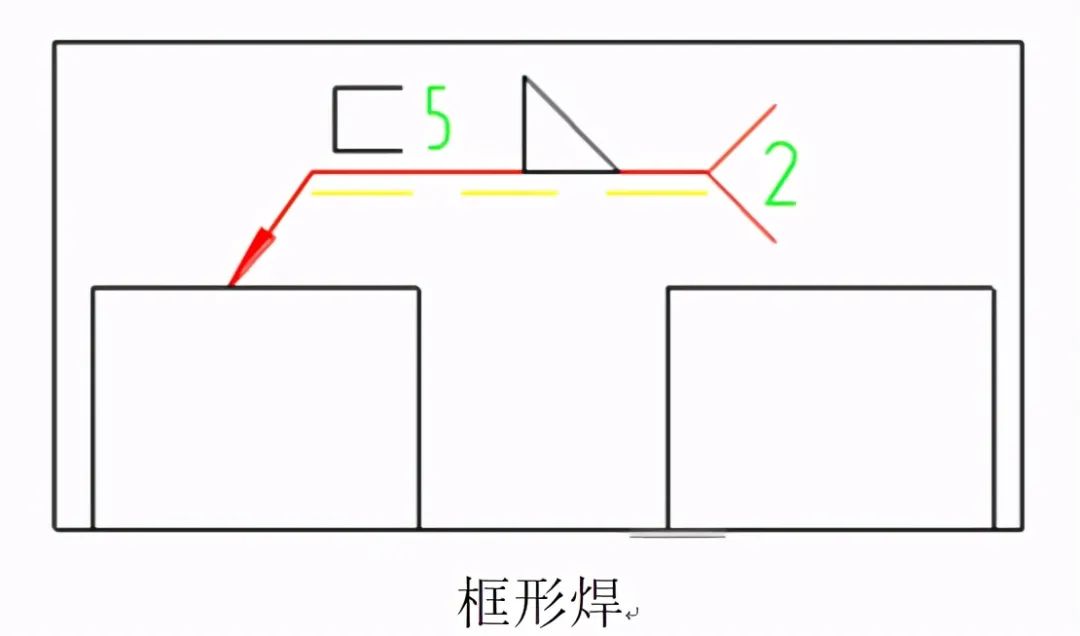
常常会用到的焊缝形式有, 角焊缝, 对接焊, 堆焊, 点焊, 坡口焊, 圆周焊, 还有断续焊等等。
焊接技术有着这样的要求, 焊缝要达到必须焊透的程度, 不存在夹渣、裂纹、气孔这类缺陷, 对于重要的焊接件而言, 在焊接完毕之后需要进行时效处理。
3. 标准件选型原则
标准件的种类, 越少便越好, 要尽可能地统一规格, 不要因为些微小的差异, 就去新增标准件的型号, 不然的话, 会给后期的采购、库存以及维护, 带来极大的麻烦。所有的标准件, 必须优先从公司的PLM系统当中选用, 确实没有所需的型号之时, 才可以申请新建编码。
类型
国标号(图号栏)
标注举例(名称栏)
备注(材料栏)
内六角圆柱头螺钉
GB/T 70.1
内六角圆柱头螺钉 M12×40
不锈钢 / 高强 12.9
内六角沉头螺钉
GB/T 70.3
内六角圆沉头螺钉 M6×16
不锈钢
内六角平圆头螺钉
GB/T 70.2
内六角平圆头螺钉 M6×10
不锈钢
内六角平端紧定螺钉
GB/T 77
内六角平端紧定螺钉 M5×10
不锈钢
六角头螺栓
GB/T 5782
六角头螺栓 M12×30
不锈钢 / 高强 12.9
六角螺母
GB/T 6170
六角螺母 M10
不锈钢
平垫圈
GB/T 97.2
平垫圈 8
不锈钢
弹簧垫圈
GB/T 93
弹簧垫圈 10
65Mn
轴用弹性挡圈
GB/T 894.1
轴用弹性挡圈 55
65Mn
孔用弹性挡圈
GB/T 893.1
孔用弹性挡圈 32
65Mn
六、部件划分原则
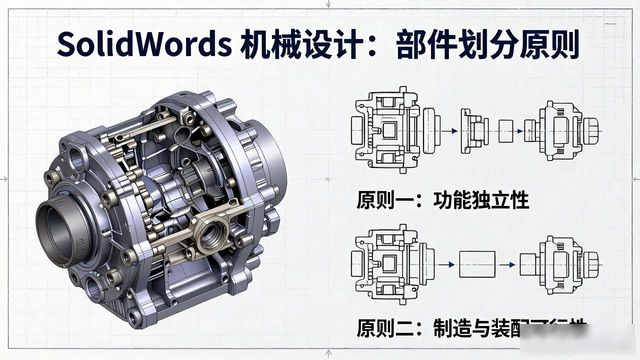
基础乃是设计的部件划分, 若划分不合理, 便会致使整套图纸以及装配过程陷入极度混乱的状态。核心划分原则仅仅存在两个:
功能独立原则
:能够独立完成某一功能的单元,必须单独划分为一个部件
物理独立原则
:物理位置相对独立的单元,必须单独划分为一个部件
将磨削机当作例子来看, 它能够被划分成, 机架立柱这一组件, 运动组件, 隔离阀组件, 砂轮磨削它本身所在的组件, 水平调整组件, 真空系统组件, 还有水路系统组件等等。
七、通用技术要求模板
技术要求乃是图纸之为关键所在, 众多初来乍到者编制技术要求时不是存在遗漏项目之情况, 就是表述不清晰含糊其辞。我对公司平常惯用的技术要求模板予以了整理, 诸位能够依照实际情形径直来套用:
1. 表面处理
表面处理:阳极氧化(发黑 / 发白)
表面处理:镀锌
全部表面镀硬铬,镀层厚度 0.XX~0.XXmm
除了××的那个表面以外的其他所有表面, 都进行镀硬铬的操作, 而镀层的厚度处于0.XX毫米以及0.XX毫米这个范围当中。
2. 涂漆
全部表面涂漆,色号 ××
除 ×× 表面外,其余表面涂漆,色号 ××
3. 热处理
调质处理,硬度 HB×××~×××
就表面进行淬火处理, 其表面所呈现的硬度处于HRC×××至×××这个范围, 而淬硬之后所达到的深度则是××至××毫米。
采用渗碳淬火处理, 其表面硬度处于HRC×××至×××的范围, 渗碳深度在××至××mm之间。
4. 通用要求
未注圆角 R×
未注倒角 C×
锐边倒钝
零件加工后去毛刺飞边
5. 焊接件专用
全部零件焊前需平整,无明显锤印
焊缝须焊透,无夹渣、裂纹、气孔等缺陷
焊后焊缝磨平
焊后进行人工时效处理
焊后经 ××MPa 水压试验 ××min,无渗漏
6. 铸件专用
铸件表面清砂处理,不得有砂孔、缩孔、裂纹等缺陷
未注铸造圆角 R×
铸件进行人工时效处理







暂无评论内容