
标准下对接试板焊接工艺评定完整流程
钢结构工程焊接施工质量稳定性, 需依赖标准化工艺体系做支撑, 基于GB 50661标准展开的对接试板焊接工艺评定成为钢结构焊接质量管控核心手段, 焊接工艺评定可有效验证对接接头焊接工艺适配性与合理性, 锁定标准化施工参数,规避现场批量焊接出现的成型缺陷及力学性能不达标问题, 熟悉对接试板工况下焊接工艺评定完整实施流程, 能助施工团队规范完成工艺备案, 保障现场焊接施工与试验标准一致。
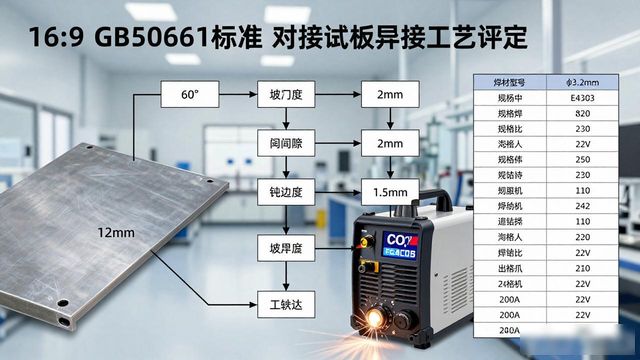
在焊接工艺评定正式开始进行之前, 要把全套基础工艺信息进行梳理整合, 所有的参数都要符合GB 50661规范的要求, 从而给后续的试板焊接以及试验检测提供精确的依据。工艺信息的梳理包含涵盖多项核心内容, 根据项目实际的工况来确定试板的板厚规格, 匹配适配的焊材型号以及规格, 明确对接坡口的角度、间隙、钝边等关键的坡口参数。与此同时统计所使用的焊接设备型号, 核定焊接电流、焊接电压等核心热输入参数, 规划整体的施焊顺序, 依据材质性能和施工需求确定焊前预热标准。完整地去进行基础信息的整理, 这能够使得本次焊接工艺评定的试验工况完完全全地对标现场真实的实际施工工况, 进而保证评定结果拥有实际的指导意义。
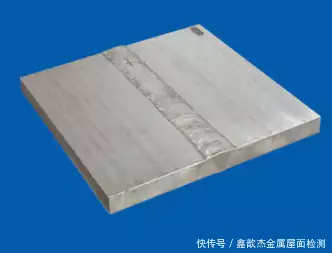
基础工艺参数顺利加以确认完毕之后, 便开始步入对接试板焊接制作的相关环节, 而这可是焊接工艺评定去获取试验试样的最为关键的步骤。依照行业通用的针对试验试样的一贯标准, 进行制作身为600mm*400mm规格尺寸的标准对接试板, 此试板的材质、板厚以及坡口形式全都与前期梳理整合的工艺参数完完全全地相贴合。被持证的焊工, 依据既定的施焊参数来操作, 循着焊接顺序将试板焊接做完成, 整个过程当中, 严格把控焊接速度, 仔细控制层间温度, 认真留意成型状态, 尽最大的程度去还原现场对接接头的焊接施工状态, 把试板焊接质量保证得真实且可控, 以此为后续的焊接工艺评定试验提供合格的试样。
焊接完成试板并达成充分静置冷却后, 需委托有合规资质的第三方检测机构去开展后续加工以及试验工作, 这可是保障焊接工艺评定数据有效性等的核心环节。检测机构会依据GB 50661标准要求, 针对焊接试板实施标准化切割加工, 制作成适配探伤检测、力学性能试验的标准试件, 以此规避加工偏差给试验结果带来的影响。整套加工流程遵循标准化工艺, 确保试件形态还有尺寸精度契合试验规范, 为焊接工艺评定的各项检测项目筑牢基础。

试件完成加工后, 开展全维度试验检测工作的乃是检测机构, 全面核验并对接试板焊接质量。检测内容涵盖焊缝探伤检测与力学性能检测这两大核心板块, 探伤检测用以排查焊缝内部诸如裂纹、气孔、夹渣、未焊透等隐性瑕疵, 查证焊缝内部成型质量。力学性能检测借助拉伸、弯曲等试验, 核验那焊接接头的抗拉强度、塑性以及整体稳定性, 全方位裁定该套焊接工艺的成型质量与力学性能是否达标准, 所有检测数据全程予以记录、能够追溯。

各试验项目均检测合格后, 检测机构会整合全套试验数据, 整合工艺参数, 整合试件信息, 整合检测结果, 进而编制出具正式的焊接工艺评定报告书。完整的焊接工艺评定报告书会附带详细的探伤检测报告, 附带力学性能检测报告等附属资料, 形成闭环式工艺评定档案, 清晰记录整套焊接工艺的适配性能, 清晰记录合格依据。这份报告可直接用于钢结构工程工艺备案, 指导施工, 用于质量验收, 为现场对接接头焊接施工提供标准化工艺依据。
该对接试板焊接工艺评定的完整流程, 是由前期工艺参数梳理、标准对接试板焊接, 第三方试件加工、全项试验检测、报告出具来构成在GB 50661标准下的情况。严格依照标准化流程去落地焊接工艺评定工作, 可有效规范对接接头焊接施工工艺, 从源头把控焊接质量, 保障钢结构焊接工程的稳定性与合规性。

标准下对接试板焊接工艺评定完整流程
本文依据标准, 详尽讲解对接试板焊接工艺评定的完整操作流程, 介绍工艺参数梳理, 介绍试板焊接第三方试验检测全流程, 介绍报告出具全流程, 普及标准化焊接工艺评定实操要点。
通过对焊接工艺进行评定, 来做焊接评定, 针对对接试板展开焊接工艺评定, 按照焊接工艺评定流程进行, 还要实施焊接探伤检测。












暂无评论内容