

本文目录
cnc不锈钢的加工流程?
1. 在进行前处理时, 要针对不锈钢材料, 先实施抛光操作, 之后再开展清洗工作, 以此让其表面能够达成加工所规定的要求。
2. 调整CNC设备参数, 明确切削工艺流程以及车削程序, 对CNC控制系统展开编程设定, 有标点。
3. 按程序加工运行,监控加工状态,确保加工的精度。

4. 检查经过加工的不锈钢材料, 验证其加工质量是不是符合要求, 接着开展后处理, 完成诸如抛光、清理以及表面处理等步骤。
Cnc倒角刀加工不锈钢参数?
cnc加工不锈钢的参数是怎样的呢? 首先要钻成直径大概为14左右, 深度方面留出0.5是最好的, 接着要用普通镗刀进行粗加工, 并且留出0.4的精加工余量, 还用合金镗刀进行精加工, 把它分为两刀, 半精车到15.9左右, 对于铜件要多进行光刀然后再补刀, 深度方向也要缓缓地把余量融入进去。铜件质地不是特别硬, 可以以0.1这样的数值来补, 遵循的依旧是光刀再进的原则, 先补深度然后再补孔径。
316不锈钢cnc加工参数?
316不锈钢材质的参数如下, 碳的含量情况是, 小于或等于0.o8;硅的方面, 小于或等于1.oo;锰的数值上, 小于或等于2.oo;硫含量这里, 小于或等于0.o3o;磷的含量范畴, 小于或等于0.o35;铬的含量区间为, 16至18.5;镍的含量范围是, 1o一14.o;钼得含量是, 2.o一3.o。
316不锈钢是不锈钢跟耐酸钢的统称, 因为添加了钼Mo, 所以耐腐蚀性、耐大气腐蚀性以及高温强度特别出色, 能够在苛刻条件下使用, 加工硬化性优良, 一般应用于防腐蚀性的环境中。
cnc不锈钢304加工参数?
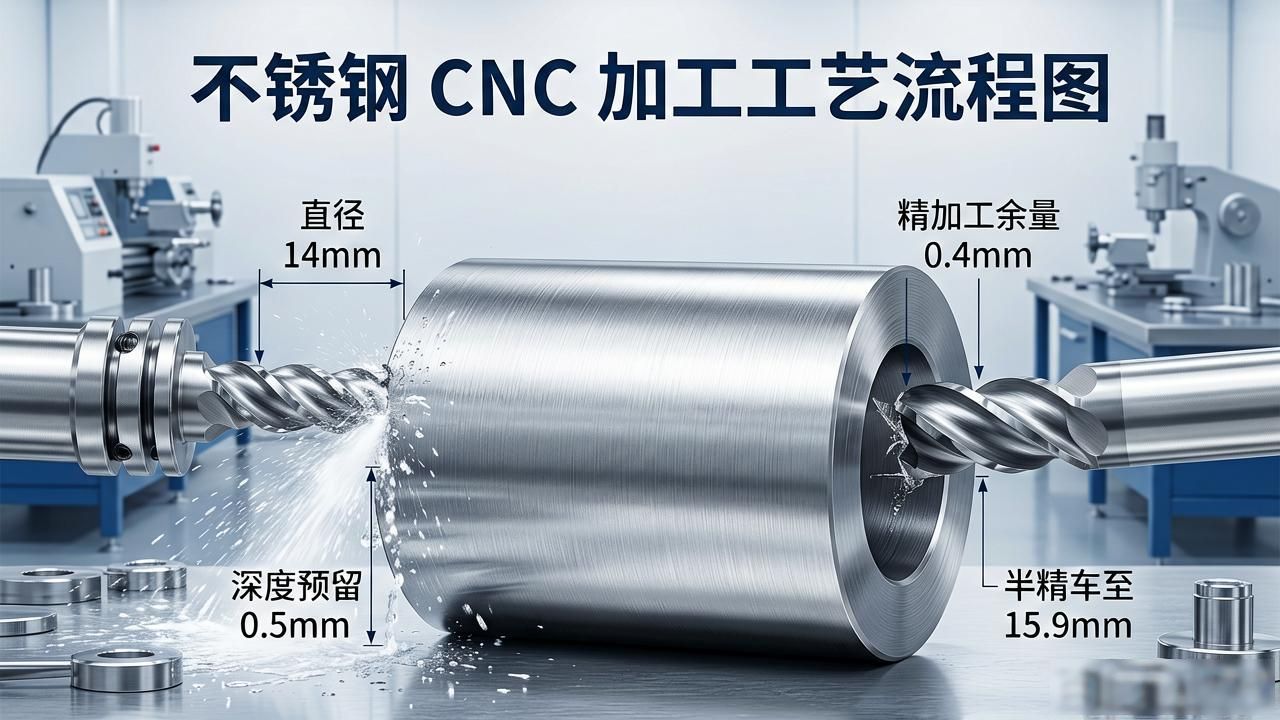
先钻成直径约 14, 深度预留 0.5 最好, 使用普通镗刀进行粗加工, 预留 0.4 精加工余量, 采用合金镗刀进行精加工, 分两刀进行, 半精车至 15.9 左右, 铜件要多次光刀并补刀。深度方向也要按照慢慢把余量加工进去, 由于铜件不是很硬可以按 0.1 进行补刀, 依旧遵循光刀再进的原则。先补深度再补孔径~。
cnc不锈钢开粗切削参数?
1、有不同的刀具材料, 其允许的最高切削速度也有差异。高速钢刀具, 耐高温切削速度不到50m/min。碳化物刀具, 耐高温切削速度可达100m/min以上。陶瓷刀具, 耐高温切削速度可高达1000m/min。工件材料硬度高低, 会对刀具切削速度产生影响。同一刀具加工硬材料时, 切削速度应降低。而加工较软材料时, 切削速度能够提高。切削深度与进刀量大, 切削抗力也大, 切削热会增加, 所以切削速度应降低。4、切削深度, 主要是受到机床刚度的制约, 在机床刚度达到许可的情形之下, 切削深度应当尽可能地大, 要是不受加工精度的限制, 能够让切削深度等同于零件的加工余量, 如此一来, 可以减少走刀的次数。
不锈钢加工变形怎么解决?
关于这个问题,解决不锈钢加工变形问题的方法有以下几种:
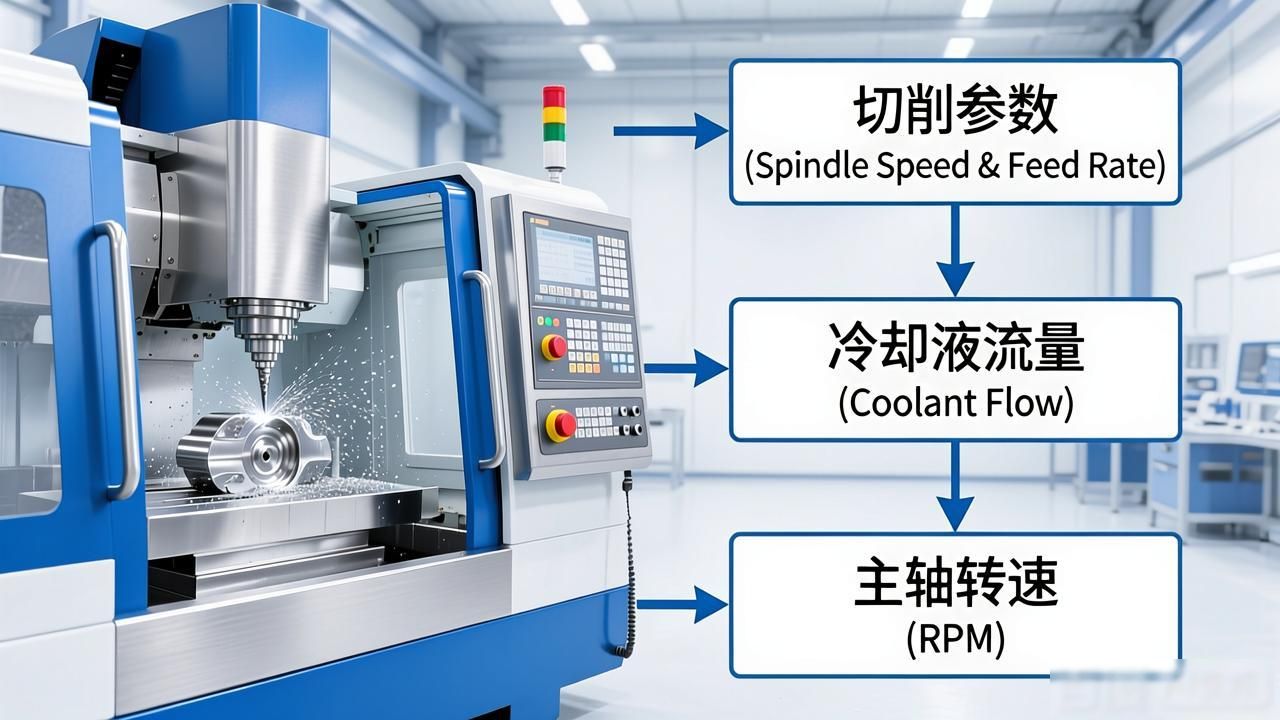
1. 进行工艺参数的优化: 于CNC加工期间, 要是工艺参数并非恰当, 就会致使材料在加工之际产生变形。所以, 能够借助对切削参数、冷却液的流量以及速度等参数予以调整, 以此防止变形发生。
2. 选用适宜的夹持方式, 不锈钢316材质的硬度偏高, 要是夹持不妥当就会致使变形, 所以, 能够挑选合适的夹具, 保证夹紧力匀称, 防止材料出现变形。
3. 于CNC加工开展之前, 要实施预处理, 针对材料, 能够开展诸如热处理、表面处理这般的预处理, 以此提升材料具备的可加工性以及耐磨性, 进而降低出现变形的风险。
4. 采用特别的加工工艺, 针对复杂的零件而言, 可以运用那种特殊的加工工艺, 像电火花加工、激光切割之类的, 以此降低变形所存在的风险。
5. 若要挑选合适的材料, 不锈钢316材料的抗变形能力欠佳, 要是存在需开展高精度加工的零件, 那就能够去选择其他具备更佳抗变形能力的材料, 像是铝合金、钛合金这类。












暂无评论内容