

一、铆接工艺概述
采用铆钉把两件或者两件以上的工件联结在一起, 这样的方法被称作铆接。从本质上来说, 铆接工艺是依靠发生塑性变形实现连接功效的。按照铆接工艺与铆钉形式的不一样 , 它能够细分出许多类别 , 在一些高档车型的制造工艺之中 , 主要运用了冲压铆接工艺,特别是在铝制车身当中 , 其功能和钢制车身的电阻点焊工艺相类似。总的来说 ,铆接工艺作业不会破坏工件表面防腐层 , 不受工件材料的束缚 , 连接强度高、工艺稳定、操作简便、成本低 , 故而应用也较为广泛。
二、铆接规范
就汽车售后之维修活动而言, 依据汽车厂家所制定的维修相关规定事项, 于具体部件的特定部位, 需借助铆接之方式来达成精准的维修作业。按照铆钉其自有的的结构形式以及所呈现出的形状方面存在差异, 铆钉进而被区分出诸多不同类别, 诸如实心铆钉、空心铆钉、半圆头铆钉、沉头铆钉、平头铆钉、盲铆钉等等。至于各自具体的使用位置以及对应的操作方法, 均需要依据自汽车厂厂家特地编写的维修手册来予以确切的确认方可。
1.铆接规范要点
通常情况下, 材料存在差异, 直径有所不同, 长度出现不同, 铆钉的承载力也不一样, 在进行维修时, 要依据实际情形选用正确规格以及型号的铆钉。
(1)铆接前必须要用大力钳夹紧固定板件,使板件紧密贴合。
(2)依据行业之中所规定的(这个规定是关于)铆接工艺标准的内容, 当采用铆接这种连接方式的时候, 铆钉有着这样一个要求, 其直径应当是板件厚度的2倍, 这里所说的板件厚度是以最薄的那块板件的厚度作为标准来衡量的。对于铆接而言, 还有钉距这方面规定, 钉距要求是铆钉直径的3倍, 并且在实际操作中, 钉距的偏差不能超过±1mm。同时, 铆接的边距要求为铆钉直径的2倍, 边距的偏差同样不得超过±1mm。
(3)铆钉连接的强度, 还依赖于铆钉孔的开孔精度, 以及其表面质量。在汽车维修里, 铆接开孔的直径, 最大是不可以超过铆钉直径0.2mm的, 开孔之后, 要留意刮除掉孔边的毛刺等。
(4)选用正确的铆钉枪及其夹头或冲头, 得依据铆钉的规格、型号、强度来进行,不然的话, 不但铆接作业没法完成, 严重情况会让工具以及工件都遭到损坏。
(5)需要留意铆接之际的压力或者拉力调节, 一定要依据板厚以及板件性能挑选恰当的压力或者拉力, 不然的话会致使铆接出现缺陷, 严重的情况会使得工件过度延展甚至出现开裂。
(6)开展作业期间, 务必要保证枪头一直垂直地正对着工件的表面, 不然的话, 就有可能造成铆接出现缺陷。
2.铆接质量标准
铆接之后, 需要检查铆钉的表面质量状况, 铆钉头不可以存在碰伤情形, 不可以有压坑状况, 也不可以有裂纹等方面的缺陷。

(1)铆钉头得跟工件紧密贴合才行, 如果存在局部间隙, 对于半圆头铆钉而言, 其间隙不能超过0.05mm, 而沉头铆钉的间隙, 是不得超过0.04mm的, 并且间隙的总长度, 不可以超过铆钉头周长的10%。
(2)在进行铆接操作的进程当中, 铆钉周边的工件表面会呈现出一定程度的下陷情况, 铆钉头部周围5mm范围以内的工件表面凹陷程度不容许超过0.2mm, 不然的话就会致使对工件形成过度的挤压现象。
(3)在铆接进程当中, 铆钉会产生塑性变形存在, 其中有一部分材料, 有可能会在压力发挥作用之下, 被挤入到两个板面的彼此之间, 进而形成缝隙, 而这样的一种情况是不被允许出现的, 一旦出现了就必须重新去实施铆接作业, 这是必然的举措。
(4)两个铆钉之间的工件间隙不得超过0.3mm。
(5)铆钉头存在出现裂纹之可能性, 然而裂纹不可相交, 且裂纹深度不可超越铆钉头高度的四分之一。
(6)铆钉头上的局部凹陷深度不得超过铆钉头高度的1/4。
(7)铆钉头上不得出现环状压痕。
(8)铆接后不得露出铆接孔。
三、铆接操作实例
现以某高档车的后翼子板更替为例, 来阐释于售后维修操作里, 铆接作业的基础流程, 以及注意要点。
(1)对于损伤评估展开判断, 呈现于图1之中, 进而确定损伤的范围, 明确切割的位置, 此位置展现于图2之上, 接着确定那些需要进行拆卸的相关附件, 随后查看仓库里面的备件是不是符合相应要求。
(2)准备好全部的设备, 以及各种耗材, 还有个人防护用品。要留意, 鉴于要避免出现铝制车身被腐蚀的情况, 修复铝制车身的时候, 一定得有单独的、一整套专用的车身修复工具, 且不能与钢制车身修复工具混合使用。
(3)用气动切割锯, 从已确定的切割位置, 断开板件连接, 要注意, 别伤及背板, 且保持切割精度, 也能够先对板件进行粗切, 匹配妥当之后, 再开展精准切割。

(4)于我们的工具之中挑选出正确的冲头组合, 将其安装于铆钉枪之上, 把压力调试好, 压出法兰边缘处的冲式铆钉;针对双面难以触及的冲式铆钉, 运用铝介子机在其表面焊接上不锈钢螺钉(图3), 随后借助专用气动拉铆枪把它拉出。

(5)采用角磨机对相关连接区域予以打磨, 将侧围与车身主体之间的连接进行断开。
(6)用钣金錾子剔下损伤的旧件,注意勿使背板损伤或者变形。
(7)将背板之上的残留物予以打磨去除, 要是背板出现变形情况, 那就得开展整形作业, 以此来保障后续的连接精度。
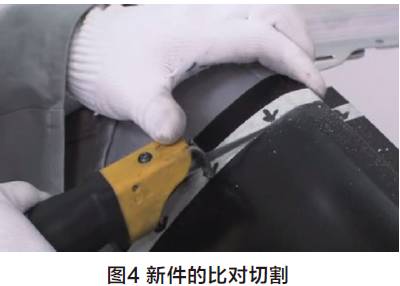
(8)对新件进行比对切割的时候(图4), 要予以留意, 保证装配精度以及切口的尺寸精度。
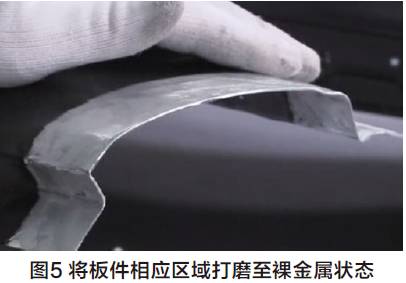
(9)把板件的对应区域打磨成呈现裸金属的状态, 此状态如同图5所示, 之后再去消除接头端口部位呈现的毛刺。
(10)利用车身剔除掉的旧件, 或者新件切割匹配后剩余的边角料, 来制作焊接接口的垫板。
(11)调整好焊机,并进行试焊。
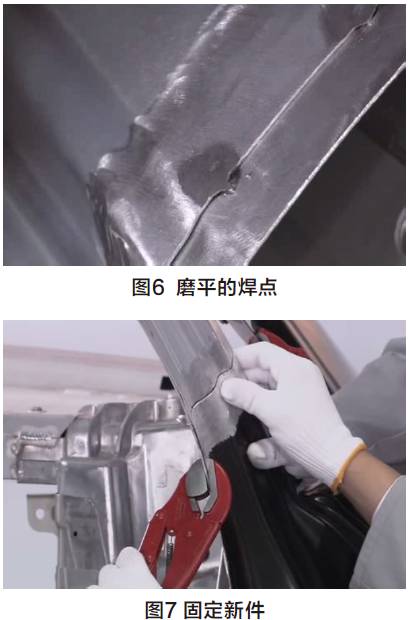
(12)用气保护焊机, 以定位焊形式固定垫板, 要留意点焊间距是工件厚度的15倍, 将焊点磨平, (图6)。
(13)把已进行切割比对这一操作的新件, 安装到车身上并固定好(参考图7), 选择合适的钻头, 针对相应的铆接位置去做出开孔的动作, 结束该动作之后, 把新件取下来。
(14)使用除油剂清洁打磨区域和连接区域。

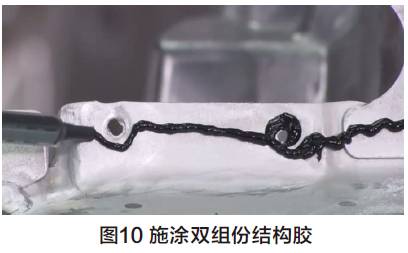
(15)针对车身对应的那个区域开展钝化处理(参照图8), 施行涂抹铝合金底漆这一操作(参照图9);进行施涂车身双组份结构胶的行为(参照图10);实施施涂泡沫膨胀胶的举动。

(16)立马装上全新部件, 精确匹配之后用大力气钳子紧紧夹住使之固定, 还能够运用固定螺栓、定位销、穿心夹等定位器具来做更进一步的固定。
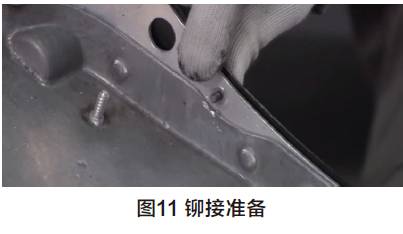
(17)将实心铆钉放入铆接孔中(图11)。
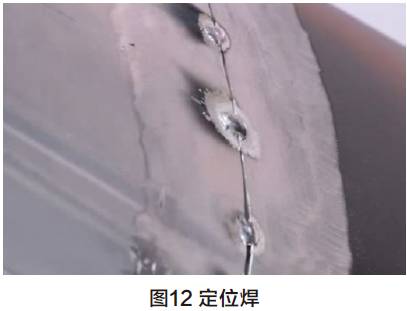
(18)针对相应的接口部位, 运用专用的铝焊机来开展定位焊以实现连接固定, 此操作要参照图12进行, 与此同时也要留意, 点焊的间距应当是工件厚度的15倍。
(19)挑选出符合确切要求的冲头组合, 也就是图13所呈现的那种, 将铆钉枪的压力调整到恰当状态, 把铆钉按压至完好状态也就是图14所展示那般。于那种两面都没办法触及到的区域范围, 运用拉铆枪去安装遵照规定型号的盲铆钉。

(20)将定位焊焊点磨平, 之后针对相应的接口之处, 运用专用铝焊机来进行缝焊连接。
(21)磨平焊缝。
(22)对轮辋罩区域进行包边操作









暂无评论内容