排序
钣金件结构设计标准及其图纸画法教程
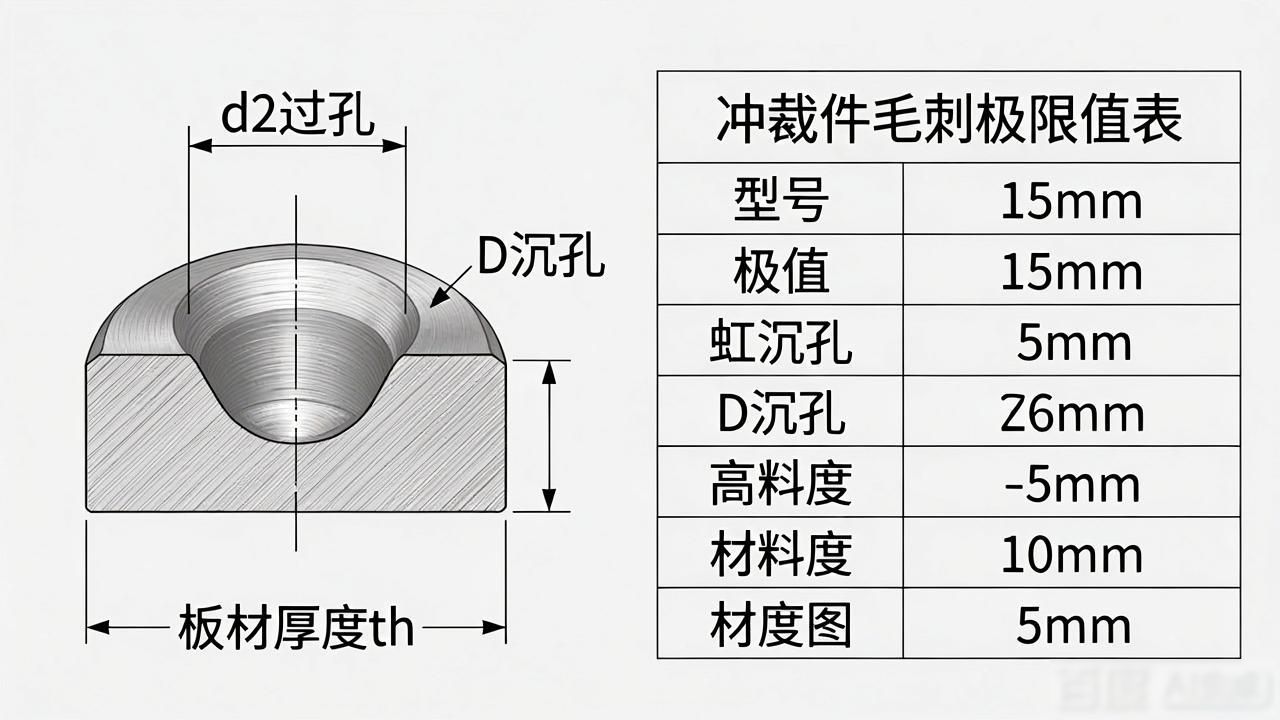
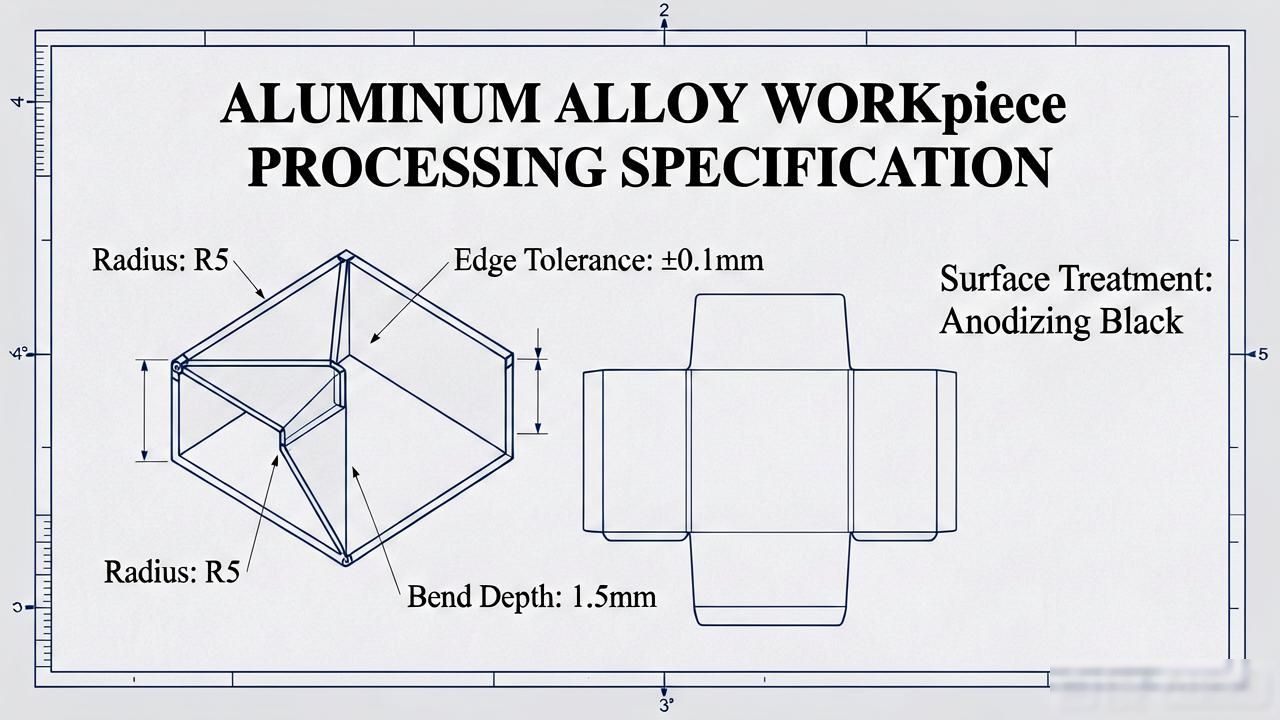
钣金件结构设计标准及其图纸画法教程第一部分钣金结构件可加工性设计规范目 次前 言51范围和简介61.1范围61.2简介61.3关键词62规范性引用文件63冲裁63
谈钣金中常用的展开计算方式,图文并茂就是这么详细,收好不谢
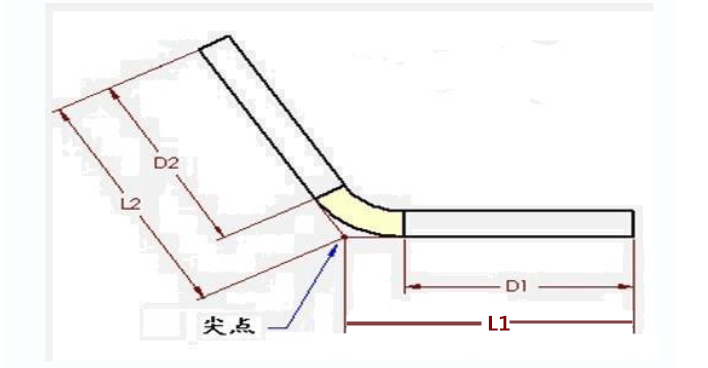
钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。通常要考虑到材料的类型与厚度,折弯的半径和角度
干货,详细讲解3种折弯角度展开的算法!建议收藏!
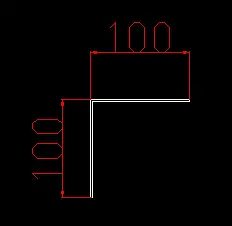
下面是6倍板厚下槽的折弯扣除作为参考 钝角展开L=外包折弯尺寸相加减去(180°减去钝角角度)除以90度乘以相应板厚的折弯扣除 锐角展开L=外包折弯尺寸相加减去(锐角角度/90度

钣金:藏在生活里的“金属魔术师”,从汽车到手机都离不开它
简单来说,钣金是对金属板材进行加工的一种工艺,核心是通过切割、折弯、焊接、成型等一系列操作,把平板状的金属(比如铁板、不锈钢板、铝板)变成各种我们需要的立体结构。
青岛Solidworks专业强化
课目分类与收费标准 ( 以下内容均可免费试学,报名后签订培训协议,学会为止。) 课 目 学习内容 参考学时 学 费 机 械 识 图 针对没有机械和模具行业基础的学员


媒体视角:激光切割利润降至3%?钣金加工行业如何突围破局
钣金加工是一种涉及多种技术和工艺的制造过程,包括切割、折弯、冲压、焊接等。从汽车制造到航空航天,从家电产品到建筑结构,钣金加工的应用无处不在