
就通常的情况来讲, 被我们平常所习惯使用的那种、专门针对钣金展开以及折弯所运用的工艺图样会将它简称为展开图。具备完整形态的展开图图面能够被区分成名为“图形”的一个部分, 名为“标题栏”的一个部分, 还有名为“技术要求”的一个部分。
1. 绘制图形
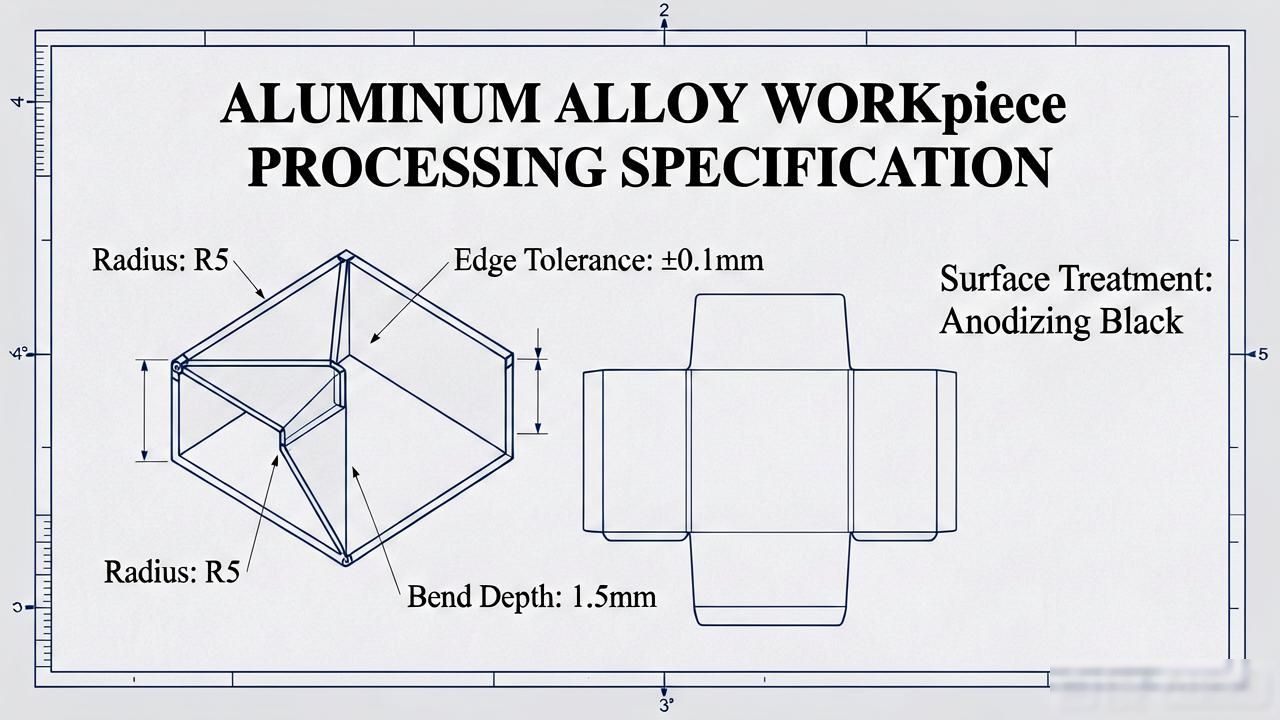
1.就 1 图形而言, 其涵盖了工件的展开部分以及折弯部分, 这两者之间并不存在相互对应的那种三视图关系, 通常情况下应当注明“展开图”或者“折弯图”。展开图是必须要按照 1:1 的比例去绘制的, 而折弯图则是不需要按照这样的比例来绘制的, 并且图面是一定要标注折边标记以及折弯方向标记的。
1.2图层颜色有着这样的规定, 白色所对应的是轮廓线也就是激割线, 绿色对应的是尺寸线, 红色对应的是中心线, 浅蓝色对应的是虚线,黄色对应的是细线, 而刻蚀线必须要采用并非白色的图层, 并且还要注明“刻蚀”。
1.展开图被规定要用中间公差来进行绘制。是对于采用激光切割方式的工件而言, 要是孔的公差带小于0.1mm, 那么孔平素是按照名义尺寸画得小些。尺寸范围是0.3mm(板厚≦3mm) 至0.5mm(板厚>3mm), 并且要注明扩孔或者铰孔到多大的尺寸。
1.激光切割的螺纹底孔尺寸, 依据下表数据来绘制, 除对于底孔实际尺寸予以标注之外, 还需要标明“扩孔MXX螺纹”。
1.5自攻螺钉底孔按下表数据绘制
3.技术条件涉及到的内容

技术条件主要包括工件的表面处理和与折弯有关的数据。
3.1碳钢表面磷化的目的为:
1.涂装的前处理工序。
2.提高工件的耐磨性和耐蚀性。
3.经过化学处理, 或者阳极氧化, 从而得到表面有氧化膜的这种工艺过程, 被称作是2铝和铝合金的氧化, 其目的在于提升它的耐蚀性以及硬度。
通过阳极氧化所获取的氧化膜, 其厚度处于5μm至250μm的范围, 硬度能够达到HV600。
3.3铝和铝合金的钝化在氧化后进行,以进一步提高其耐蚀性。
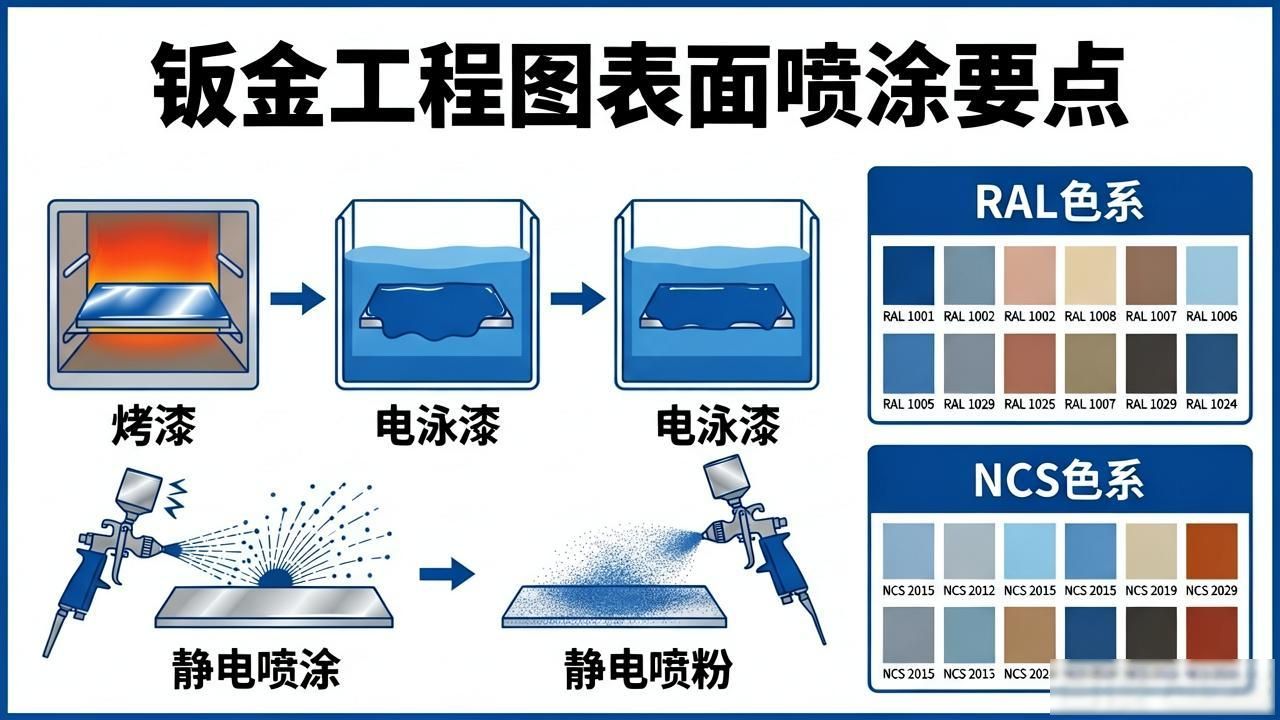
3.4表面喷涂的常用方式有烤漆、电泳漆、静电喷涂、静电喷粉等, 必须留意, 常用色系存在两大类, 分别是RAL色系以及NCS色系。
到如今, 一贯被频繁使用的颜色不乏这些: NCS S2010是那种呈现浅灰状态(的颜色), RAL 7015是深灰(的那种颜色), NCS S3500属于驼色(的范畴), NCS S6010是深绿之中(的一种), 还有(这样一种)深绿, 而后NCS S2020是浅绿(的一类)。
3.5在进行表面镀锌操作时, 是需要对其镀层厚度以及色泽作出标注的。当处于没有给出特别说明的情形下, 镀锌层的厚度选取的是0.012mm。而色泽是分为:
光亮(A)——透明、清晰、略带兰色。
白锌(B)——透明、略带彩色。
彩锌(C)——黄色、带五彩。
钝化(D)——橄榄绿。
黑锌(F)——黑色。
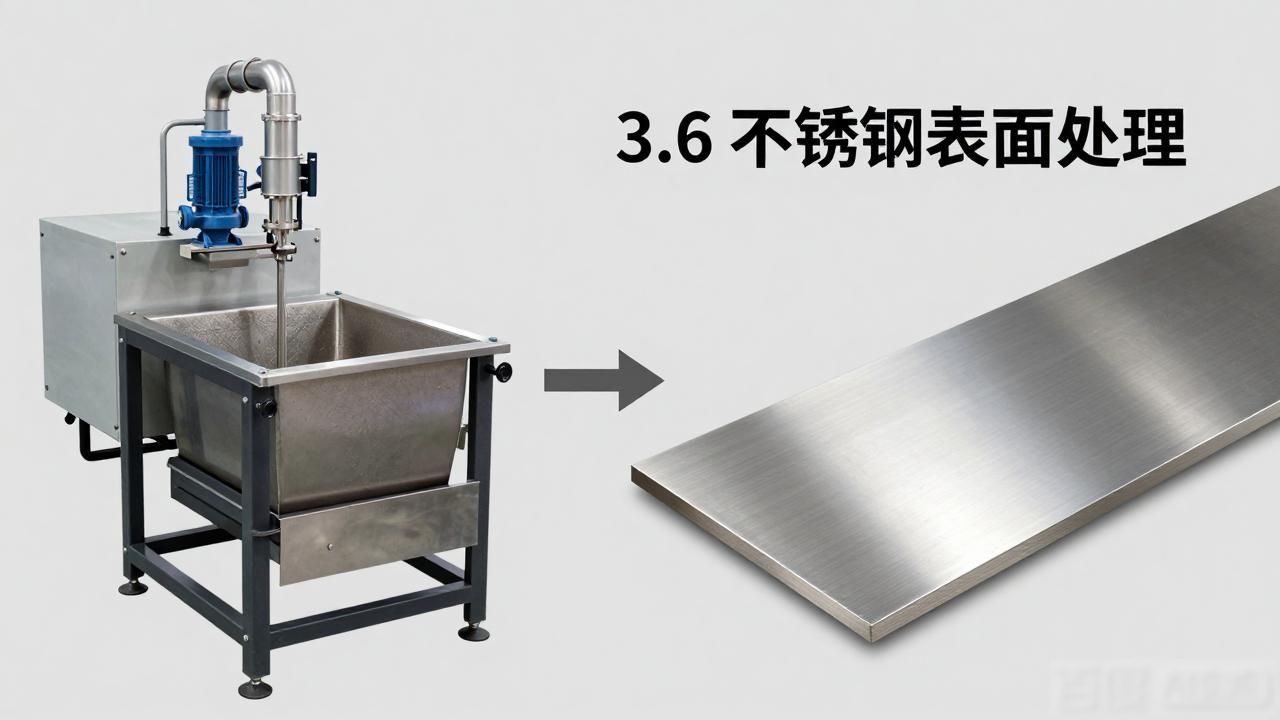
3.6不锈钢表面的酸洗、钝化和抛丸处理:
把不锈钢零件进行酸洗, 钝化的话就是为了得到洁净且均匀的具备防腐蚀功能的金属表面, 玻璃球机械喷丸会在酸洗之后开展(不需要经过钝化), 目的是达到去除粘附在表面的水垢层从而获取洁净表面, 在特殊情形下能够使用金刚砂喷丸, 此时金属表面会发暗。
3.7折弯模具
展开图里, 一定要标明下模的开口大小尺寸, 要是使用专门的上模以及下模, 就得标明模具的代号呢。
3.板材折弯时的延伸值就是8折弯系数, 其数值主要取决于板厚、折弯角度以及下模开口尺寸。对于厚度4mm以下的冷轧钢板, 在选定下模开口尺寸且折弯角度相同时, 可认为折弯系数是固定值。≥4mm的热轧钢板的折弯系数需视情况进行测定。
我公司最常用的折弯数据呈现在这表中, 通常下模的开口尺寸是板厚的6倍, 为了便利, 我们当折弯1 mm至2.5mm的钢板之际, 都尽可能采用12mm的下模开口尺寸;如果实际上没办法选用表里的下模开口尺寸, 那么折弯系数值需另行查取。冷轧钢板与热轧钢板, 在相同厚度之时, 其折弯系数值会相差0.1左右到0.2左右, 这一点应予以留意。
再次着重指出, 5、6 毫米钢板的折弯系数, 不过是针对于当下常常采购所得的钢板而言的经验性数值。当要使用它之前, 必须先行作出验证。












暂无评论内容