

“ ”
90度折弯
计算折弯系数, 最简单的方法, 当属90度折弯系数经验公式, 依1.7倍料厚计算方法。

用在90钣金折弯加工里的这个公式该如何去使用呢, 在90钣金折弯加工中, 针对一个直角弯要减去1.7倍的料厚, 就好比, 材料为1mm铁板,折弯角度是90度, 折弯尺寸分别是100和50, 那么计算展开方法是, 100加上50减去1.7等于148.3mm, 计算得出的便是展开长度了, 这个1.7有人讲是1.6或1.65倍, 没错, 是能够做出轻微调整的, 由于每家钣金厂所用的折弯模具并非完全一样, 是存在轻微误差的, 不调整也能够使用, 要是要求高也能够略微调整一番。
非90度折弯
钣金进行折弯操作时, 不是仅仅局限于90度的那种折弯, 其存在着不为90度的折弯情况, 对于这种情况, 有没有最为简单的计算方式呢?

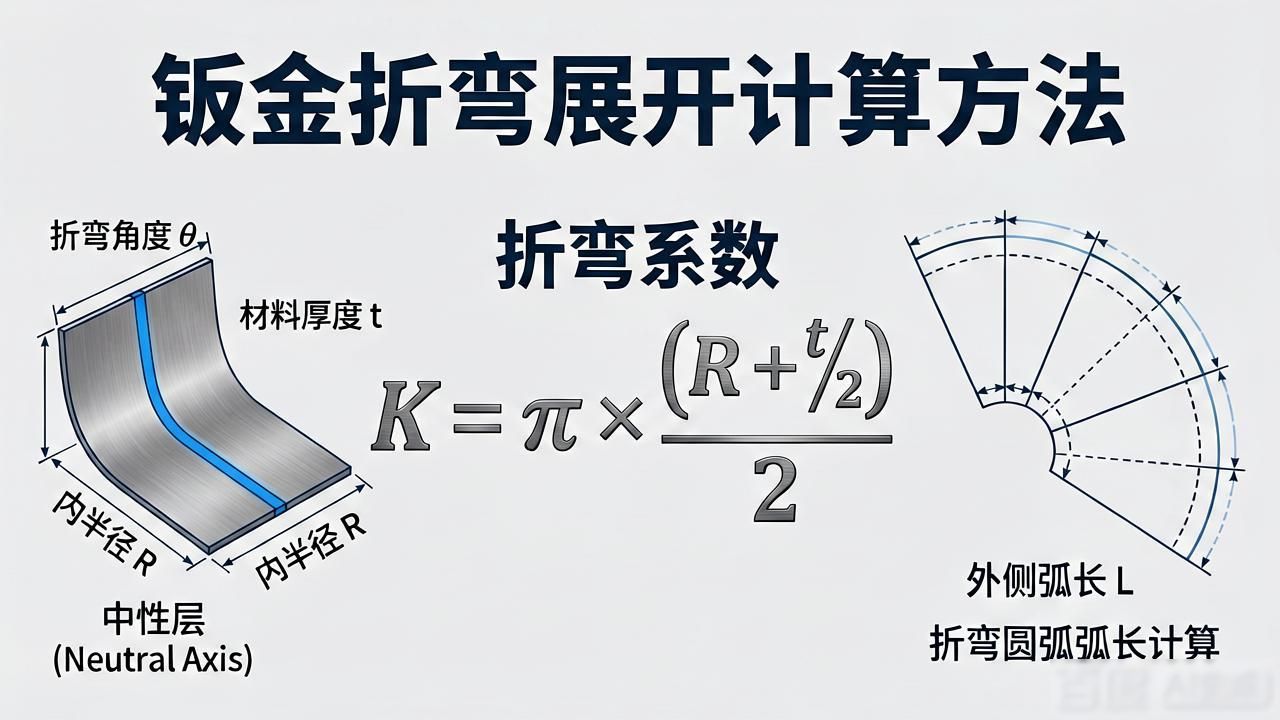
并非这个真没有, 准确地来说算那个非90度折弯系数也存在着一个计算公式, 它是借助中性层的概念, 去计算折弯的那段圆弧的弧长, 进而最终得以求出折弯系数。
这儿讲一个特殊的角度, 此角度能用简便办法来计算折弯系数, 当钣金折弯角度成为 135 度之际, 该角度的折弯系数能够减去相当于 0.5 倍材料厚度的数值。举例来说, 若材料是 1mm 的铁板, 折弯角度为 135 度, 折弯尺寸分别是 100 和 50, 那么其计算展开方法便是如此: 首先是 100, 接着是加上 50, 然后是减去 0.5, 最终结果是 149.5mm。对于其他钣金厚度而言, 同样能够运用这个办法来进行计算。不过要注意, 这个方法仅仅适用于 135 度, 对于其他角度是不可以使用的。
钣金褶边
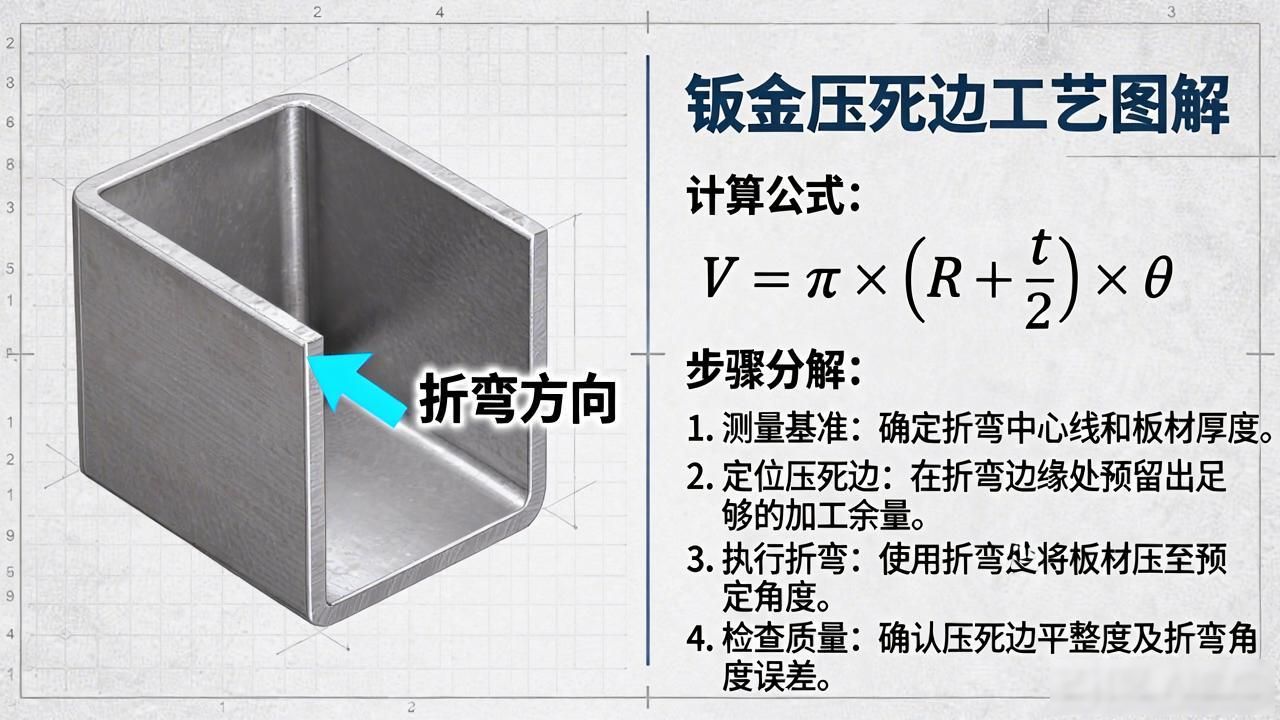
钣金折弯里, 存在着一种特殊角度的折弯, 那便是钣金褶边, 它又被称作压死边, 这种情况能够运用简单办法来进行计算。
折弯系数等同于0.4倍的钣金厚度, 举例来说, 材料为1mm的铁板, 折弯属于压死边, 折弯尺寸分别是100以及10, 那么计算展开的方法是, 10先与100相加, 接着减去0.4, 得出结果为109.6mm。












暂无评论内容