

焊接符号在图样上的标识与焊接接头的设计及工艺关系
点击这个地方, 把正文添加进去, 文字是你自身思想的一种提炼, 要尽可能用简洁明了的方式去阐述观点。
前言
焊接符号需正确地标识, 这关系往后焊接接头设计, 部件下料尺寸确定也与之有关联, 装配焊接工艺制定同样受其影响, 而且影响颇为深远。再者, 本司风力发电机组机座及塔架等焊接部件, 时刻会承受交变载荷带来的影响, 疲劳强度的高低决定了整体机组的使用寿命。所以, 从公司整体长远发展利益出发, 在设计源头认真做好焊接符号的标识是极为重要的一项工作。现我凭借所知, 和大家一块学习探讨这方面知识, 若有不足之处, 请大家批评指正。
内容
焊接接头的表示方法
前言
焊缝符号与焊接方法代号
焊缝符号的标注示例
常用主要焊接方法代号
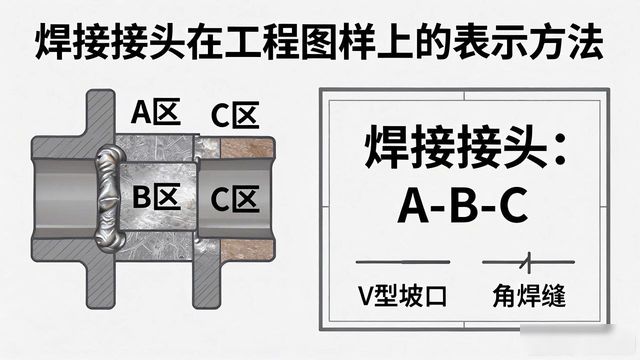
焊接接头在图样上的表示方法
1.焊接接头的表示方法
在焊接结构开展设计期间, 设计人员要让自身所设计的结构或者制品得以被制造人员精准无误地加工出来, 那就一定要把结构以及制品的施工技术条件, 在设计图样、设计说明书等诸多设计文件之上, 详尽地表述清楚。对于焊接接头而言, 设计人员通常应当采用有关标准所规定的焊缝符号以及焊接方法来进行表示。
2.焊缝符号与焊接方法代号
焊缝符号与焊接方法代号是供焊接结构图样上
使用的统一符号或代号,也是一种工程语言,世界
各国的焊缝符号和焊接方法代号不尽相同,设计人
员应该掌握并在自己的设计实践中加以正确运用。
2.1焊缝符号
国家标准GB/T324-1988
01
《焊缝符号表示法》规定的焊缝
02

符号适用于金属熔焊和电阻焊.国
03
家标准规定的焊缝符号包括基本
04
符号、辅助符号、补充符号和焊
05
缝尺寸符号。焊缝符号一般由基
06
本符号与指引线组成,必要时还
07
可以加上辅助符号,补充符号和
08
焊缝尺寸符号。
09
2.2.基本符号
基本符号
基本符号, 是用来表示焊缝横截面形状的符号, GB/T324 – 1988当中规定了13种基本符号。
2.3.焊缝辅助符号
2.4.焊缝补充符号
2.5.焊缝尺寸符号
3.焊缝符号的标注示例
4.常用主要焊接方法代号
5.焊接接头在图样上的表示方法
在技术图样上,正确地表示焊接接头的方法有:
焊缝的图示法国家标准-90《技术制图
焊接符号的尺寸、比例及简化表示法》规定,城要在图样
中简易地绘制焊缝时,可用视图、剖面图表示,也可以用
轴测图示意地表示。
(2)焊缝符号和焊接方法代号的标注方法国家标准
GB/T324-1988《焊接符号表示法》、GB/
-1990《技术制图焊接符号的尺寸比例及简化表示法》
和GB/T5185-1985《金属焊接及钎焊方法在图样上
的表示代号》中分别对焊缝符号和焊接方法代号的标注
方法作了规定.
1)焊缝横截面上的尺寸标注在基本符号的左侧;
2)焊缝长度方向的尺寸标注在基本符号的右侧;
3)坡口角度、坡口面角度、根部间隙等尺寸标注在基本
符号的上侧或下侧;
4)相同焊缝数量符号标注在尾部;
5)当需要标注的尺寸数据较多又不易分辨时,可在数据
前面增加相应的尺寸符号。
例举焊缝符号的意义
图a表示为双面角焊缝,周
围焊,焊脚尺寸6㎜,手弧
焊。图b表示为单面Y形坡
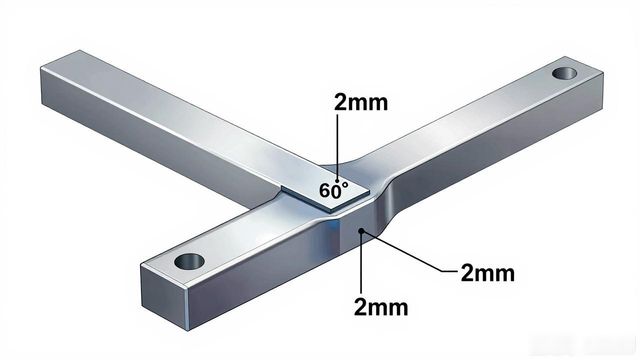
口, 其角度有着60°那般大小的坡口角度, 存在着2㎜的装配间隙, 还有2㎜的钝边, 焊完之后焊缝表面必须要加工成跟母材处于同一水平并且齐平的状态, 同样的焊缝一共有4条。图c所展现的是带有垫板的对接接头, 属于单面焊接, I为形坡口且装配间隙是2㎜。 图d所展示的是交错断续角焊缝, 其焊脚尺寸为8㎜ , 焊缝长度是100㎜ , 总共有着20条, 焊缝相互之间的距离是50㎜之远, 是在工地进行焊接的。
本司焊缝符号标识存在的问题
符号表示什么?
此焊缝符号仅仅预告了需开呈双面对着的V形坡口, 以及双面对着的单边V形坡口, 然而, 坡口的倾斜角度, 装配时所留的间隙, 预留钝边部分的尺寸, 环绕工件进行焊接时的形式, 相同焊缝的数量等, 这些均未清晰地予以表述。
8.简述焊缝符号与生产及工艺的关系
1.坡口开出特定角度, 是为了达成确保电弧能够深入到焊缝根部的目的, 进而实现让根部得以焊透的效果, 同时还便于将熔渣予以清除, 以此获取较好的焊缝成形状况, 并且坡口实际上能够起到。
调节母材和填充金属比例的作用。一般情况下,坡口的角度为
六十一度正负五度, 开大之后, 虽说母材熔合比例小, 然而却加大了焊材的填充数量。
不利于降低生产成本和提高生产效率;坡口开小了,母材熔合比增
大,同时也不利于电弧深入根部,保证不了根部熔透,形成焊缝的
不连续性及“应力效应”。
2.装配间隙间隙也是为了保证根部能焊透。装配间隙确定了零件
的形状、尺寸和下料的方法。
3.钝边尺寸钝边是为了防止烧穿,但钝边的尺寸要保证第一层焊
缝能够焊透。
4.坡口边缘的加工方法有多种, 像是剪切, 刨边,车削, 并包括氧气切割, 机床加工铲削, 等离子弧切割, 还有碳弧气刨等。
5.底层焊接工艺参数, 像打底焊设的焊接参数, 与填充焊设的不同, 更和盖面焊设的不一样;焊接位置处于平焊时的焊接参数选择, 和处于立焊时不同, 与处于横焊时不一样, 跟处于仰焊时也不同。
6.坡口的选择确定了装配与焊接顺序。
结束语
对本司焊接结构的制造质量而言, 正确地运用焊缝符号这一工程语言, 有着十分重大的意义, 而对于监造工作, 同样有着十分重要的作用。
焊其意义, 特别是身为专注焊接结构设计的工程技术人员务必得掌握的专业知识。于此处让我们一同相互激励, 将明阳的风电事业干得益发出色。
谢谢!








暂无评论内容